軸承鋼材產(chǎn)品生產(chǎn)許可證實施細(xì)則
軸承鋼材產(chǎn)品生產(chǎn)許可證實施細(xì)則
2018年11月01日公布 2018年11月01日實施
國家市場監(jiān)督管理總局
目 錄
第一章 總則1
第二章 發(fā)證產(chǎn)品及標(biāo)準(zhǔn)1
第三章 企業(yè)申請生產(chǎn)許可證的基本條件和資料3
第四章 企業(yè)實地核查11
第五章 證書許可范圍12
第六章 附則13
附件1軸承鋼材產(chǎn)品檢驗項目及檢驗要求14
附件2企業(yè)核查時準(zhǔn)備書面材料清單17
附件2-1企業(yè)生產(chǎn)軸承鋼材產(chǎn)品主要工藝流程圖18
附件2-2企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)施和檢驗設(shè)施表19
附件2-3企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)場所示意圖20
附件2-4企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)備表21
附件2-5企業(yè)生產(chǎn)軸承鋼材產(chǎn)品檢驗設(shè)備表22
附件2-6企業(yè)生產(chǎn)軸承鋼材產(chǎn)品關(guān)鍵原材料明細(xì)表23
附件2-7關(guān)鍵崗位專業(yè)技術(shù)人員表24
附件2-8產(chǎn)品技術(shù)文件和工藝文件清單25
附件3軸承鋼材產(chǎn)品生產(chǎn)許可證企業(yè)實地核查辦法26
附件4企業(yè)實地核查不符合和建議改進條款匯總表32
附件5 生產(chǎn)許可證企業(yè)實地核查報告33
附件6本實施細(xì)則與舊版細(xì)則主要內(nèi)容對比表34
軸承鋼材產(chǎn)品生產(chǎn)許可證實施細(xì)則
第一章 總則
第一條為了做好軸承鋼材產(chǎn)品生產(chǎn)許可證審查工作,依據(jù)《中華人民共和國工業(yè)產(chǎn)品生產(chǎn)許可證管理條例》、《國務(wù)院關(guān)于進一步壓減工
業(yè)產(chǎn)品生產(chǎn)許可證管理目錄和簡化審批程序的決定》、《中華人民共和國工業(yè)產(chǎn)品生產(chǎn)許可證管理條例實施辦法》、《市場監(jiān)管總局關(guān)于貫
徹落實〈國務(wù)院關(guān)于進一步壓減工業(yè)產(chǎn)品生產(chǎn)許可證管理目錄和簡化審批程序的決定〉有關(guān)事項的通知》、《工業(yè)產(chǎn)品生產(chǎn)許可證實施通則
》(以下簡稱通則)等規(guī)定,制定本工業(yè)產(chǎn)品生產(chǎn)許可證實施細(xì)則(以下簡稱細(xì)則)。
第二條本細(xì)則適用于軸承鋼材產(chǎn)品生產(chǎn)許可的實地核查、產(chǎn)品檢驗等工作,應(yīng)與通則一并使用。
第三條軸承鋼材產(chǎn)品由國家市場監(jiān)督管理總局發(fā)證。
第二章 發(fā)證產(chǎn)品及標(biāo)準(zhǔn)
第四條本細(xì)則發(fā)證產(chǎn)品定義、范圍及單元劃分。
產(chǎn)品定義:軸承鋼材產(chǎn)品是制造滾動軸承的滾珠、滾柱、內(nèi)圈、外圈所用的合金鋼,具有高疲勞強度和耐磨性、純潔度和組織均勻性
(GB/T20566-2006《鋼及合金術(shù)語》)。
軸承鋼圓鋼及盤條是通過熱軋或鍛造或冷拉方式加工而成,通常用來直接制造滾動軸承零件或用作生產(chǎn)軸承鋼鋼管和軸承鋼鋼絲產(chǎn)品的原材
料。
軸承鋼鋼管是通過熱軋或冷拔(軋)方式加工而成,通常用來制造軸承套圈等。
軸承鋼鋼絲是通過冷拔方式加工而成,通常用來制造軸承滾珠和滾柱等。
產(chǎn)品范圍:本細(xì)則發(fā)證的軸承鋼材產(chǎn)品涵蓋熱軋、冷拔(軋)和鍛造多種生產(chǎn)方式,產(chǎn)品形態(tài)包括圓鋼、盤條、鋼管和鋼絲,本細(xì)則發(fā)證不
包括軸承鋼材產(chǎn)品半成品,如:連鑄坯(含連鑄后開坯)、鍛坯和穿孔荒管等。
按企業(yè)標(biāo)準(zhǔn)、地方標(biāo)準(zhǔn)、團體標(biāo)準(zhǔn)等生產(chǎn)的軸承鋼材產(chǎn)品,屬于本細(xì)則列出的相關(guān)國家標(biāo)準(zhǔn)和行業(yè)標(biāo)準(zhǔn)的范疇或適用范圍的,企業(yè)應(yīng)按相應(yīng)
的國家標(biāo)準(zhǔn)或行業(yè)標(biāo)準(zhǔn)取證。
單元劃分:根據(jù)軸承鋼材產(chǎn)品的不同生產(chǎn)工藝和特性,軸承鋼材產(chǎn)品劃分為3個產(chǎn)品單元(見表1)。
表1 軸承鋼材產(chǎn)品單元及說明
序號產(chǎn)品單元產(chǎn)品品種備注
1軸承鋼圓鋼及盤條級別:優(yōu)質(zhì)鋼、高級優(yōu)質(zhì)鋼、特級優(yōu)質(zhì)鋼;
規(guī)格:直徑。直徑范圍滿足產(chǎn)品標(biāo)準(zhǔn)表1的要求
2軸承鋼鋼管級別:優(yōu)質(zhì)鋼、高級優(yōu)質(zhì)鋼、特級優(yōu)質(zhì)鋼;
規(guī)格:外徑×壁厚。外徑和壁厚范圍滿足產(chǎn)品標(biāo)準(zhǔn)4.1條的要求。
3軸承鋼鋼絲規(guī)格:直徑。直徑范圍滿足產(chǎn)品標(biāo)準(zhǔn)5.1條的要求。
第五條本細(xì)則的發(fā)證產(chǎn)品應(yīng)執(zhí)行的產(chǎn)品標(biāo)準(zhǔn)及相關(guān)標(biāo)準(zhǔn)見表2。
表2 軸承鋼材產(chǎn)品單元、產(chǎn)品標(biāo)準(zhǔn)及相關(guān)標(biāo)準(zhǔn)
序號單元產(chǎn)品標(biāo)準(zhǔn)相關(guān)標(biāo)準(zhǔn)
1軸承鋼圓鋼及盤條GB/T 18254-
2016高碳鉻軸承鋼GB/T 223 鋼鐵及合金化學(xué)分析方法
GB/T 224-2008 鋼的脫碳層深度測定法
GB/T 226-2015 鋼的低倍組織及缺陷酸蝕檢驗法
GB/T 231.1-2009 金屬材料 布氏硬度試驗 第1部分:試驗方法
GB/T 702-2017 熱軋鋼棒尺寸、外形、重量及允許偏差
GB/T 905-1994 冷拉圓鋼、方鋼、六角鋼尺寸、外形、重量及允許偏差
GB/T 908-2008 鍛制鋼棒尺寸、外形、重量及允許偏差
GB/T 1814-1979 鋼材斷口檢驗法
GB/T 1979-2001 結(jié)構(gòu)鋼低倍組織缺陷評級圖
GB/T 2101-2017 型鋼驗收、包裝、標(biāo)志及質(zhì)量證明書的一般規(guī)定
GB/T 4336-2016碳素鋼和中低合金鋼 多元素含量的測定 火花放電原子發(fā)射光譜法(常規(guī)法)(附2017年第1號修改單)
GB/T 10561-2005 鋼中非金屬夾雜物含量的測定 標(biāo)準(zhǔn)評級圖顯微檢驗法
GB/T 11261-2006 鋼鐵 氧含量的測定 脈沖加熱惰氣熔融-紅外線吸收法
GB/T 14981-2009 熱軋圓盤條尺寸、外形、重量及允許偏差
GB/T 20066-2006 鋼和鐵 化學(xué)成分測定用試樣的取樣和制樣方法
GB/T 20123-2006 鋼鐵 總碳硫含量的測定 高頻感應(yīng)爐燃燒后紅外吸收法(常規(guī)方法)
GB/T 20125-2006 低合金鋼 多素的測定 電感耦合等離子體發(fā)射光譜法
YB/T 5293-2014 金屬材料 頂鍛試驗方法
2軸承鋼鋼管YB/T 4146-2016高碳鉻軸承鋼無縫鋼管GB/T 223 鋼鐵及合金化學(xué)分析方法
GB/T 224-2008 鋼的脫碳層深度測定法
GB/T 226-2015 鋼的低倍組織及缺陷酸蝕檢驗法
GB/T 231.1-2009金屬材料 布氏硬度試驗 第1部分:試驗方法
GB/T 1979-2001 結(jié)構(gòu)鋼低倍組織缺陷評級圖
GB/T 2102-2006 鋼管的驗收、包裝、標(biāo)志和質(zhì)量證明書
GB/T 4336-2016碳素鋼和中低合金鋼 多元素含量的測定 火花放電原子發(fā)射光譜法(常規(guī)法)(附2017年第1號修改單)
GB/T 5777-2008無縫鋼管超聲波探傷檢驗方法
GB/T 7735-2016無縫和焊接(埋弧焊除外)鋼管缺欠的自動渦流檢測
GB/T 10561-2005 鋼中非金屬夾雜物含量的測定 標(biāo)準(zhǔn)評級圖顯微檢驗法
GB/T 11261-2006 鋼鐵 氧含量的測定 脈沖加熱惰氣熔融-紅外線吸收法
GB/T 18254-2016 高碳鉻軸承鋼
GB/T 20066-2006 鋼和鐵 化學(xué)成分測定用試樣的取樣和制樣方法
GB/T 20123-2006 鋼鐵 總碳硫含量的測定 高頻感應(yīng)爐燃燒后紅外吸收法(常規(guī)方法)
GB/T 20127.2-2006 鋼鐵及合金 痕量元素的測定 第2部分:氫化物發(fā)生-原子熒光光譜法測定砷含量
GB/T 20127.8-2006鋼鐵及合金 痕量元素的測定 第8部分:氫化物發(fā)生-原子熒光光譜法測定銻含量
3軸承鋼鋼絲GB/T18579-2001
高碳鉻軸承
鋼絲GB/T 222-2006鋼的成品化學(xué)成分允許偏差
GB/T 223 鋼鐵及合金化學(xué)分析方法
GB/T 224-2008 鋼的脫碳層深度測定法
GB/T 228.1-2010金屬材料 拉伸試驗 第1部分:室溫試驗方法
GB/T 230.1-2009金屬材料 洛氏硬度試驗 第1部分:試驗方法(A、B、C、D、E、F、G、H、K、N、T標(biāo)尺)
GB/T 231.1-2009金屬材料 布氏硬度試驗 第1部分:試驗方法
GB/T 342-2017 冷拉圓鋼絲、方鋼絲、六角鋼絲尺寸、外形、重量及允許偏差
GB/T 1814-1979 鋼材斷口檢驗法
GB/T 2103-2008 鋼絲驗收、包裝、標(biāo)志及質(zhì)量證明書的一般規(guī)定
GB/T 3207-2008 銀亮鋼
GB/T 4336-2016碳素鋼和中低合金鋼 多元素含量的測定 火花放電原子發(fā)射光譜法(常規(guī)法)(附2017年第1號修改單)
GB/T 11261-2006 鋼鐵 氧含量的測定 脈沖加熱惰氣熔融-紅外線吸收法
GB/T 15575-2008 鋼產(chǎn)品標(biāo)記代號
GB/T 18254-2016 高碳鉻軸承鋼
注:標(biāo)準(zhǔn)一經(jīng)修訂,企業(yè)應(yīng)當(dāng)自標(biāo)準(zhǔn)實施之日起按新標(biāo)準(zhǔn)組織生產(chǎn),生產(chǎn)許可證企業(yè)實地核查應(yīng)當(dāng)按照新標(biāo)準(zhǔn)要求進行。
第三章 企業(yè)申請生產(chǎn)許可證的基本條件和資料
第六條企業(yè)申請軸承鋼材產(chǎn)品生產(chǎn)許可證,除通則要求提交的材料外,還應(yīng)當(dāng)符合以下國家產(chǎn)業(yè)政策的規(guī)定并提交相應(yīng)材料。
(一)符合國家產(chǎn)業(yè)政策的規(guī)定,不存在國家明令淘汰和禁止投資建設(shè)的落后工藝、高耗能、污染環(huán)境、浪費資源的情況。
(1)《國務(wù)院關(guān)于發(fā)布政府核準(zhǔn)的投資項目目錄(2014年本)的通知》(國發(fā)[2014]53號)規(guī)定,對于鋼鐵項目,要嚴(yán)格執(zhí)行《國務(wù)院關(guān)于
化解產(chǎn)能嚴(yán)重過剩矛盾的指導(dǎo)意見》(國發(fā)[2013]41號),各地方、各部門不得以其他任何名義、任何方式備案新增產(chǎn)能項目,各相關(guān)部門
和機構(gòu)不得辦理土地(海域)供應(yīng)、能評、環(huán)評審批和新增授信支持等相關(guān)業(yè)務(wù),并合力推進化解產(chǎn)能嚴(yán)重過剩矛盾各項工作。
(2)《國務(wù)院關(guān)于鋼鐵行業(yè)化解過剩產(chǎn)能實現(xiàn)脫困發(fā)展的意見》(國發(fā)[2016]6號)規(guī)定,按照《產(chǎn)業(yè)結(jié)構(gòu)調(diào)整指導(dǎo)目錄(2011年本)(修
正)》的有關(guān)規(guī)定,立即關(guān)停并拆除30噸及以下煉鋼轉(zhuǎn)爐、30噸及以下煉鋼電爐等落后生產(chǎn)設(shè)備。
(3)根據(jù)《國務(wù)院關(guān)于發(fā)布實施<促進產(chǎn)業(yè)結(jié)構(gòu)調(diào)整暫行規(guī)定>的決定》(國發(fā)[2005]40號)和《國家發(fā)展改革委員會關(guān)于修改〈產(chǎn)業(yè)結(jié)構(gòu)調(diào)整
指導(dǎo)目錄(2011年本)〉有關(guān)條款的決定》(國家發(fā)改委2013年第21號令)的要求,限制類和淘汰類落后裝備(見表3)。
?
表3 限制類和淘汰類的落后裝備明細(xì)表
限制類
1公稱容量30噸以上100噸以下煉鋼轉(zhuǎn)爐;
公稱容量100噸及以上但未同步配套煤氣回收、除塵裝置,新水耗量大于3立方米/噸等達不到標(biāo)準(zhǔn)的煉鋼轉(zhuǎn)爐。
2公稱容量30噸以上100噸(合金鋼50噸)以下電爐;
公稱容量100噸(合金鋼50噸)及以上但未同步配套煙塵回收裝置,能源消耗大于98公斤標(biāo)煤/噸、新水耗量大于3.2立方米/噸等達不到標(biāo)準(zhǔn)
的電爐。
淘汰類
1用于地條鋼、普碳鋼、不銹鋼冶煉的工頻和中頻感應(yīng)爐
230噸及以下轉(zhuǎn)爐(不含鐵合金轉(zhuǎn)爐)
330噸及以下電爐(不含機械鑄造電爐)
4化鐵煉鋼
5復(fù)二重線材軋機
6橫列式線材軋機
7橫列式棒材及型材軋機
8普鋼初軋機及開坯用中型軋機
9直徑76毫米以下熱軋無縫管機組
10三輥式型線材軋機(不含特殊鋼生產(chǎn))
(二)根據(jù)《質(zhì)檢總局關(guān)于化解鋼鐵行業(yè)過剩產(chǎn)能實現(xiàn)脫困發(fā)展的意見》(國質(zhì)檢監(jiān)[2016]193號)的規(guī)定,嚴(yán)格生產(chǎn)許可審批嚴(yán)控新增產(chǎn)能
。對于不符合清理整頓和規(guī)范管理要求的鋼鐵生產(chǎn)項目、企業(yè),停止生產(chǎn)許可受理和審批。
(三)凡含煉鋼工序且生產(chǎn)軸承鋼材的企業(yè)(包括新申請企業(yè)、煉鋼產(chǎn)能變化需要重新取證的),根據(jù)國務(wù)院《關(guān)于制止鋼鐵行業(yè)盲目投資
的若干意見》(國辦發(fā)[2003]103號文)、《關(guān)于化解產(chǎn)能嚴(yán)重過剩矛盾的指導(dǎo)意見》(國發(fā)[2013]41號文)、《質(zhì)檢總局關(guān)于嚴(yán)格工業(yè)產(chǎn)品生
產(chǎn)許可管理切實做好化解產(chǎn)能嚴(yán)重過剩有關(guān)工作的通知》(國質(zhì)檢監(jiān)[2014]64號)、《國家發(fā)展改革委、工業(yè)和信息化部關(guān)于印發(fā)對鋼鐵、
電解鋁、船舶行業(yè)違規(guī)項目清理意見的通知》(發(fā)改產(chǎn)業(yè)[2015]1494號文)的要求,《質(zhì)檢總局關(guān)于進一步推進鋼鐵水泥行業(yè)淘汰落后化解
過剩產(chǎn)能有關(guān)工作的通知》(國質(zhì)檢監(jiān)函[2018]115號)和《鋼鐵行業(yè)產(chǎn)能置換實施辦法》(2018)的要求,應(yīng)提供以下材料(見表4)。
?
表4 企業(yè)提供證明材料明細(xì)表
序號項目類型提供材料
1違規(guī)新建項目不予受理
2已建成違規(guī)項目1、省級人民政府主管部門清理整頓文件
2、國家發(fā)展和改革委員會、工業(yè)和信息化部公告或
國務(wù)院同意的鋼鐵產(chǎn)業(yè)結(jié)構(gòu)調(diào)整方案(河北、山東適用)
3、具有審批權(quán)限的部門出具的項目備案文件
3異地搬遷項目遷入地具有審批權(quán)限的部門出具的項目備案文件
4不增加產(chǎn)能的技術(shù)改造項目具有審批權(quán)限的部門出具的項目備案文件
5煉鋼產(chǎn)能置換1、正式發(fā)布的產(chǎn)能置換方案公告
2、建設(shè)項目備案手續(xù)
3、省級工業(yè)和信息化主管部門出具的退出設(shè)備驗收材料
注:1.本表內(nèi)所有文件中的企業(yè)名稱應(yīng)具可追溯性和一致性。
2.已建成違規(guī)項目以《國家發(fā)展改革委、工業(yè)和信息化部關(guān)于印發(fā)對鋼鐵、電解鋁、船舶行業(yè)違規(guī)項目清理意見的通知》(發(fā)改產(chǎn)業(yè)[2015]
1494號文)中規(guī)定的時間為界定標(biāo)準(zhǔn)。
第七條凡生產(chǎn)軸承鋼材產(chǎn)品的企業(yè)應(yīng)具備本條款規(guī)定的基本生產(chǎn)條件,內(nèi)容包括:生產(chǎn)設(shè)備、檢驗設(shè)備、重要原材料和關(guān)鍵工序、質(zhì)量控
制點、特殊過程,具體要求見表5-1至表5-4。
表5-1 企業(yè)生產(chǎn)軸承鋼材產(chǎn)品應(yīng)具備的生產(chǎn)設(shè)備
序號產(chǎn)品單元設(shè)備名稱備注
1軸承鋼圓鋼及盤條煉鋼設(shè)備:電弧爐或轉(zhuǎn)爐*、精煉裝置、真空脫氣裝置(VD或RH)、連鑄或模鑄設(shè)備。適用于含煉
鋼工序時。
軋鋼設(shè)備:加熱爐、熱軋設(shè)備*。適用于熱軋生產(chǎn)方式
軋鋼設(shè)備:加熱爐、鍛造設(shè)備。適用于鍛造生產(chǎn)方式。
軋鋼設(shè)備:冷拉設(shè)備。適用于冷拉生產(chǎn)方式。
精整設(shè)備:矯直設(shè)備、修磨設(shè)備。適用于軸承鋼圓鋼產(chǎn)品。
精整設(shè)備:剝皮設(shè)備。適用于剝皮狀態(tài)交貨的軸承鋼圓鋼產(chǎn)品。
熱處理設(shè)備(具備溫度自動記錄裝置)。適用于退火狀態(tài)交貨的產(chǎn)品。
2軸承鋼
鋼管煉鋼設(shè)備:電弧爐或轉(zhuǎn)爐*、精煉裝置、真空脫氣裝置(VD或RH)、連鑄或模鑄設(shè)備。適用于含煉鋼工序時。
軋鋼設(shè)備:酸洗磷化設(shè)備、熱軋設(shè)備*。適用于熱軋生產(chǎn)方式。
荒管生產(chǎn)設(shè)備:斷料設(shè)備、加熱爐、穿孔設(shè)備。適用于冷拔(軋)生產(chǎn)方式。
軋鋼設(shè)備:酸洗磷化設(shè)備、冷拉(軋)設(shè)備。
精整設(shè)備:矯直設(shè)備、修磨設(shè)備。
精整設(shè)備:剝皮設(shè)備或拋光設(shè)備。適用于外表面剝皮或磨光狀態(tài)交貨。
熱處理設(shè)備(具備溫度自動記錄裝置)。適用于退火狀態(tài)交貨的產(chǎn)品。
3軸承鋼
鋼絲煉鋼設(shè)備:電弧爐或轉(zhuǎn)爐*、精煉裝置、真空脫氣裝置(VD或RH)、模鑄設(shè)備。適用于含煉鋼工序時。
軋鋼設(shè)備:冷拉設(shè)備。
精整設(shè)備:矯直設(shè)備。適用于外形為直條的鋼絲。
精整設(shè)備:磨光設(shè)備。適用于磨光狀態(tài)交貨。
熱處理設(shè)備(具備溫度自動記錄裝置)。
注:1.本表為企業(yè)應(yīng)具備的基本生產(chǎn)設(shè)備,可與上述設(shè)備名稱不同,但應(yīng)滿足上述設(shè)備的功能性能精度要求。
2.標(biāo)注“*”的為關(guān)鍵生產(chǎn)設(shè)備 ,企業(yè)獲證后帶“*”的設(shè)備發(fā)生變化,應(yīng)一個月內(nèi)向企業(yè)所在地工業(yè)生產(chǎn)許可證管理部門提交許可范圍變更
申請。
?
表5-2 企業(yè)生產(chǎn)軸承鋼材產(chǎn)品應(yīng)具備的檢驗設(shè)備
序號產(chǎn)品
單元檢驗項目依據(jù)標(biāo)準(zhǔn)
及條款檢驗設(shè)備精度或
測量范圍
1軸承鋼圓鋼及盤條尺寸GB/T 18254-2016
《高碳鉻軸承鋼》5.1、5.2外徑千分尺或游標(biāo)卡尺外徑千分尺精度≥0.001mm;游標(biāo)卡尺精度≥0.02mm
卷尺精度≥1mm
化學(xué)成分GB/T 18254-2016
《高碳鉻軸承鋼》6.1化學(xué)分析設(shè)備能分析C、Si、Mn、S、P、Cr、Ni、Cu、Mo、Ca、Ti、Al、As、Sn、Sb、Pb元素,分析精度應(yīng)滿
足產(chǎn)品標(biāo)準(zhǔn)的要求
氧含量GB/T 18254-2016
《高碳鉻軸承鋼》6.1氧含量分析
設(shè)備能分析氧元素,分析精度應(yīng)滿足產(chǎn)品標(biāo)準(zhǔn)的要求
低倍GB/T 18254-2016
《高碳鉻軸承鋼》6.6低倍檢驗設(shè)備/
退火斷口、
發(fā)藍斷口GB/T 18254-2016
《高碳鉻軸承鋼》6.7放大鏡放大鏡倍數(shù)<10X
非金屬夾
雜物GB/T 18254-2016
《高碳鉻軸承鋼》6.8金相制樣
設(shè)備、金相
顯微鏡、金相試樣熱處理
設(shè)備金相顯微鏡放大倍數(shù)≥500X,具備圖像采集系統(tǒng)
脫碳層GB/T 18254-2016
《高碳鉻軸承鋼》6.9
顯微組織GB/T 18254-2016
《高碳鉻軸承鋼》6.10
碳化物網(wǎng)狀GB/T 18254-2016
《高碳鉻軸承鋼》6.11
碳化物帶狀GB/T 18254-2016
《高碳鉻軸承鋼》6.11
碳化物液析GB/T 18254-2016
《高碳鉻軸承鋼》6.11
顯微孔隙GB/T 18254-2016
《高碳鉻軸承鋼》6.12
退火硬度GB/T 18254-2016
《高碳鉻軸承鋼》6.4布氏硬度
試驗機應(yīng)符合GB/T231.2-2012的規(guī)定,能施加預(yù)定試驗力或9.807N~29.42KN范圍內(nèi)的試驗力,建議設(shè)備至少應(yīng)配備HBW2.5/187.5、
HBW5/750、HBW10/3000三個標(biāo)尺(可根據(jù)產(chǎn)品的實際情況進行調(diào)整)
頂鍛GB/T 18254-2016
《高碳鉻軸承鋼》6.5頂鍛試驗設(shè)備/
火花法檢驗GB/T 18254-2016
《高碳鉻軸承鋼》6.1砂輪機或看
譜鏡/
2軸承鋼鋼管尺寸YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》4外徑千分尺或游標(biāo)卡尺外徑千分尺精度≥0.001mm;游標(biāo)卡尺精度≥0.02mm
壁厚千分尺精度≥0.01mm
卷尺精度≥1mm
化學(xué)成分YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.1化學(xué)分析設(shè)備能分析C、Si、Mn、S、P、Cr、Ni、Cu、Mo、Ca、Ti、Al、As、Sn、Sb、Pb元素,分析
精度應(yīng)滿足產(chǎn)品標(biāo)準(zhǔn)的要求
氧含量YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.1氧含量分析
設(shè)備能分析氧元素,分析精度應(yīng)滿足產(chǎn)品標(biāo)準(zhǔn)的要求
低倍YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.5低倍檢驗設(shè)備/
非金屬夾
雜物YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.8金相制樣設(shè)備、
金相顯微鏡、
金相試樣熱處理設(shè)備金相顯微鏡放大倍數(shù)≥500X,具備圖像采集系統(tǒng)
脫碳層YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.9
顯微組織YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.6
碳化物網(wǎng)狀YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.7
碳化物帶狀YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.7
碳化物液析YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.7
顯微孔隙YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.10
渦流探傷YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.11在線渦流探傷設(shè)備、剩磁測量儀驗收等級應(yīng)滿足E4H或
E4級
超聲波探傷設(shè)備
(適用于生產(chǎn)高級或特級優(yōu)質(zhì)鋼)YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.11在線超聲波探傷設(shè)備驗收等級應(yīng)滿足L2級
退火硬度YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.4布氏硬度
試驗機應(yīng)符合GB/T231.2-2012的規(guī)定,能施加預(yù)定試驗力或9.807N~29.42KN范圍內(nèi)的試驗力,建議設(shè)備至少應(yīng)配備HBW2.5/187.5、
HBW5/750、HBW10/3000三個標(biāo)尺(可根據(jù)產(chǎn)品的實際情況進行調(diào)整)
3軸承鋼鋼絲尺寸GB/T 18579-2001
《高碳鉻軸承鋼絲》5.1外徑千分尺或游標(biāo)卡尺外徑千分尺精度≥0.001mm;游標(biāo)卡尺精度≥0.02mm
卷尺精度≥1mm
化學(xué)成分GB/T 18579-2001
《高碳鉻軸承鋼絲》6.1化學(xué)分析設(shè)備能分析C、Si、Mn、S、P、Cr、Ni、Cu、Mo、Ca、Ti、Al、As、Sn、Sb、Pb元素,分析精度應(yīng)滿
足產(chǎn)品標(biāo)準(zhǔn)的要求
氧含量GB/T 18579-2001
《高碳鉻軸承鋼絲》6.1氧含量分析
設(shè)備能分析氧元素,分析精度應(yīng)滿足產(chǎn)品標(biāo)準(zhǔn)的要求
斷口GB/T 18579-2001
《高碳鉻軸承鋼絲》6.4目測或放大鏡/
低倍GB/T 18579-2001
《高碳鉻軸承鋼絲》6.4低倍檢驗設(shè)備/
淬火硬度GB/T 18579-2001
《高碳鉻軸承鋼絲》6.5.4洛氏硬度
試驗機硬度計應(yīng)符合GB/T230.2-2012的規(guī)定,能施加GB/T230.2-2012表1中的試驗力,測量精度應(yīng)優(yōu)于0.5HR。
拉伸試驗GB/T 18579-2001
《高碳鉻軸承鋼絲》6.5.1、6.5.2拉伸試驗機試驗機的測力系統(tǒng)應(yīng)滿足GB/T16825.1-2008的要求,并且其準(zhǔn)確度應(yīng)為1級或優(yōu)于1級
。
非金屬夾雜物GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.6金相制樣設(shè)備、
金相顯微鏡、
金相試樣熱處理設(shè)備金相顯微鏡放大倍數(shù)≥500X,具備圖像采集系統(tǒng)
脫碳層GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.5
顯微組織GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.1
碳化物網(wǎng)狀GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.3
碳化物液析GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.2
顯微孔隙GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.4
布氏硬度GB/T 18579-2001
《高碳鉻軸承鋼絲》6.5.1、6.5.2布氏硬度
試驗機應(yīng)符合GB/T231.2-2012的規(guī)定,能施加預(yù)定試驗力或9.807N~29.42KN范圍內(nèi)的試驗力,建議設(shè)備至少應(yīng)配備HBW2.5/187.5、
HBW5/750、HBW10/3000三個標(biāo)尺(可根據(jù)產(chǎn)品的實際情況進行調(diào)整)
火花法或看譜鏡GB/T 18579-2001
《高碳鉻軸承鋼絲》8.1.2砂輪機或
看譜鏡/
注:1.本表為企業(yè)應(yīng)具備的檢驗設(shè)備,可與上述設(shè)備名稱不同,但應(yīng)滿足上述設(shè)備的功能性能精度要求。
2.本表是產(chǎn)品標(biāo)準(zhǔn)規(guī)定的所有檢驗項目,不同產(chǎn)品的出廠檢驗項目以標(biāo)準(zhǔn)中相應(yīng)規(guī)定為準(zhǔn)。
3.申報產(chǎn)品不含煉鋼工序時可以不具備氧含量分析設(shè)備。
4. 申請企業(yè)可以利用母公司或母公司內(nèi)其他子公司檢測設(shè)備,但必須為同一生產(chǎn)地址。
表5-3 企業(yè)生產(chǎn)軸承鋼材產(chǎn)品重要原材料
序號產(chǎn)品單元重要原材料名稱依據(jù)標(biāo)準(zhǔn)
1軸承鋼鋼管軸承鋼圓鋼GB/T 18254-2016《高碳鉻軸承鋼》
2軸承鋼鋼絲軸承鋼盤條GB/T 18254-2016《高碳鉻軸承鋼》
表5-4 軸承鋼材產(chǎn)品關(guān)鍵工序、質(zhì)量控制點、特殊過程
序號產(chǎn)品單元關(guān)鍵工序質(zhì)量控制點特殊過程
1軸承鋼圓鋼及盤條煉鋼工序
軋鋼工序冶煉工藝參數(shù)
軋鋼工藝參數(shù)
熱處理工藝參數(shù)熱處理
2軸承鋼鋼管煉鋼工序
軋鋼工序冶煉工藝參數(shù)
軋鋼工藝參數(shù)
熱處理工藝參數(shù)熱處理
3軸承鋼鋼絲煉鋼工序冶煉工藝參數(shù)
熱處理工藝參數(shù)熱處理
注:申報產(chǎn)品不含煉鋼工序和熱處理工序時,可以不對煉鋼和熱護理工序進行控制。
第八條申請發(fā)證、證書延續(xù)、許可范圍變更(許可范圍變更的情形含:生產(chǎn)地址遷移,增加生產(chǎn)場所、生產(chǎn)線、產(chǎn)品單元,重要生產(chǎn)工藝
、關(guān)鍵生產(chǎn)設(shè)備和生產(chǎn)方式變化等)需要進行實地核查的,企業(yè)應(yīng)在實地核查前做好準(zhǔn)備,根據(jù)本細(xì)則第七條要求和實際情況填寫下列企業(yè)
資料。
(一)企業(yè)生產(chǎn)軸承鋼材產(chǎn)品主要工藝流程圖 (見附件2-1);
(二)企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)施和檢驗設(shè)施表(見附件2-2)和生產(chǎn)場所示意圖(見附件2-3);
(三)企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)備表(見附件2-4);
(四)企業(yè)生產(chǎn)軸承鋼材產(chǎn)品檢驗設(shè)備表(見附件2-5);
(五)企業(yè)生產(chǎn)軸承鋼材產(chǎn)品重要原材料明細(xì)表 (見附件2-6);
(六)關(guān)鍵崗位專業(yè)技術(shù)人員表(見附件2-7);
(七)產(chǎn)品技術(shù)文件和工藝文件清單(見附件2-8)。
第四章 產(chǎn)品檢驗報告
第九條委托產(chǎn)品檢驗報告
(一)軸承鋼圓鋼及盤條和軸承鋼鋼管產(chǎn)品單元:企業(yè)按照申報的產(chǎn)品級別和規(guī)格范圍,每條生產(chǎn)線(適用于熱軋生產(chǎn)方式)或每個生產(chǎn)地
址(適用于冷拔冷軋、鍛造等生產(chǎn)方式)分別提供同級別不同規(guī)格兩批產(chǎn)品的檢驗報告。當(dāng)申請增加單個規(guī)格時,提供同級別同規(guī)格兩批產(chǎn)
品的檢驗報告。當(dāng)申請增加產(chǎn)品級別時,提供同級別兩批產(chǎn)品的檢驗報告。委托產(chǎn)品檢驗報告中應(yīng)注明產(chǎn)品冶金質(zhì)量等級。
(二)軸承鋼鋼絲產(chǎn)品單元:企業(yè)按照申報的規(guī)格范圍,每個生產(chǎn)地址分別提供不同規(guī)格兩批產(chǎn)品的檢驗報告;當(dāng)申請增加單個規(guī)格時,提
供同規(guī)格兩批產(chǎn)品的檢驗報告。
(三)委托產(chǎn)品檢驗報告中檢驗樣品的數(shù)量應(yīng)至少滿足產(chǎn)品標(biāo)準(zhǔn)規(guī)定的初驗樣品的數(shù)量要求。
第十條證書延續(xù)企業(yè)應(yīng)按照延續(xù)產(chǎn)品的范圍提供產(chǎn)品檢驗報告,同單元產(chǎn)品的政府監(jiān)督檢驗合格報告可替代委托產(chǎn)品檢驗報告。
第十一條軸承鋼材產(chǎn)品許可證檢驗報告判定原則:經(jīng)檢驗,產(chǎn)品檢驗報告的檢驗項目覆蓋附件1中規(guī)定的檢驗項目并全項合格,判定
產(chǎn)品檢驗合格。否則,判定產(chǎn)品檢驗不合格。
第五章 企業(yè)實地核查
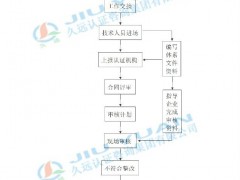
第十二條現(xiàn)場實地核查時,企業(yè)申請取證的產(chǎn)品應(yīng)正常生產(chǎn),相關(guān)人員應(yīng)在崗到位。
第十三條審查組現(xiàn)場對企業(yè)申請書及證照等申請材料進行核實。
第十四條審查組現(xiàn)場按照本細(xì)則第八條要求企業(yè)準(zhǔn)備的所有相關(guān)材料(見附件2-1~2-8)進行核實。
第十五條審查組現(xiàn)場按照《軸承鋼材產(chǎn)品生產(chǎn)許可證企業(yè)實地核查辦法》(見附件3)進行實地核查,并做好記錄,形成《企業(yè)實地核
查不符合項和建議改進項匯總表》(見附件4),完成《生產(chǎn)許可證企業(yè)實地核查報告》(見附件5)。
第十六條實地核查判定原則
(一)審查組應(yīng)對實地核查辦法的每一個條款進行核查,并根據(jù)其滿足生產(chǎn)合格產(chǎn)品的能力的程度分別作出符合、不符合和建議改進的判定
。
(二)對判為不符合項的須填寫詳細(xì)的不符合事實,對判為建議改進項的須填寫實地核查發(fā)現(xiàn)的可改進的問題。
(三)核查結(jié)論的確定原則:
實地核查按產(chǎn)品單元審查,未發(fā)現(xiàn)不符合,核查結(jié)論為合格,否則為不合格。核查結(jié)論不合格則該產(chǎn)品單元不合格。
第六章 證書許可范圍
第十七條企業(yè)申請的發(fā)證產(chǎn)品通過材料核實、現(xiàn)場實地核查和許可證產(chǎn)品檢驗合格、符合通則和本細(xì)則規(guī)定要求的,由審查組織單
位擬確定產(chǎn)品生產(chǎn)許可范圍,報送國家市場監(jiān)督管理總局批準(zhǔn)。
第十八條產(chǎn)品生產(chǎn)許可范圍的判定原則及示例:
產(chǎn)品單元經(jīng)實地核查合格,且能夠提供符合要求的檢驗報告,則證書許可范圍為該產(chǎn)品單元合格,反之實地核查不合格或產(chǎn)品檢驗不合格,
則產(chǎn)品單元不合格。
工業(yè)產(chǎn)品生產(chǎn)許可證證書產(chǎn)品許可范圍示例:
示例1:軸承鋼圓鋼及盤條
煉鋼:生產(chǎn)線A:煉鋼廠,關(guān)鍵設(shè)備A:2座氧氣頂?shù)讖?fù)吹轉(zhuǎn)爐(公稱容量:100t);
軋鋼:生產(chǎn)線A:特棒廠,關(guān)鍵設(shè)備A:Φ550熱軋圓鋼生產(chǎn)線1條,級別規(guī)格:高級優(yōu)質(zhì)鋼 Φ14~Φ80mm;生產(chǎn)線B:線材廠,關(guān)鍵設(shè)備B:Φ
550熱軋盤條生產(chǎn)線1條,級別規(guī)格:高級優(yōu)質(zhì)鋼Φ5.0~Φ14mm。
證書產(chǎn)品明細(xì)內(nèi)容示例如表6。
表6 證書產(chǎn)品明細(xì)內(nèi)容示例
示例產(chǎn)品
單元企業(yè)申請內(nèi)容實地核查結(jié)果檢驗報告
內(nèi)容確認(rèn)證書產(chǎn)品許可范圍
1軸承鋼圓鋼及盤條軸承鋼圓鋼及盤條
煉鋼:生產(chǎn)線A:煉鋼廠,關(guān)鍵設(shè)備A:2座氧氣頂?shù)讖?fù)吹轉(zhuǎn)爐(公稱容量:100t);
軋鋼:生產(chǎn)線A:特棒廠,關(guān)鍵設(shè)備A:Φ550熱軋圓鋼生產(chǎn)線1條,級別規(guī)格:高級優(yōu)質(zhì)鋼 Φ10~Φ100mm合格產(chǎn)品級別:高級優(yōu)質(zhì)
鋼;批次規(guī)格:兩批且直徑不同。軸承鋼圓鋼及盤條
煉鋼:生產(chǎn)線A:煉鋼廠,關(guān)鍵設(shè)備A:2座氧氣頂?shù)讖?fù)吹轉(zhuǎn)爐(公稱容量:100t);
軋鋼:生產(chǎn)線A:特棒廠,關(guān)鍵設(shè)備A:Φ550熱軋圓鋼生產(chǎn)線1條,級別規(guī)格:高級優(yōu)質(zhì)鋼 Φ14~Φ80mm;
2軸承鋼鋼管軸承鋼鋼管
軋鋼:生產(chǎn)線A:冷拔車間,級別規(guī)格:高級優(yōu)質(zhì)鋼 Φ1.0~Φ20×1.5~8.0 mm。合格產(chǎn)品級別:高級優(yōu)質(zhì)鋼;批次規(guī)格:兩
批且直徑或壁厚不同。軸承鋼鋼管
軋鋼:生產(chǎn)線A:冷拔車間,級別規(guī)格:高級優(yōu)質(zhì)鋼Φ5.0~Φ14×1.5~8.0 mm。
3軸承鋼鋼絲軸承鋼鋼絲
軋鋼:生產(chǎn)線A:冷拔車間,規(guī)格:Φ5.0~Φ14mm。合格批次規(guī)格:兩批且直徑不同。軸承鋼鋼絲
軋鋼:生產(chǎn)線A:冷拔車間,規(guī)格:Φ5.0~Φ14mm。
注:最終發(fā)證范圍按同時滿足實地核查和產(chǎn)品檢驗的合格范圍確定。
第七章 附則
第十九條軸承鋼材產(chǎn)品審查部聯(lián)系方式
全國工業(yè)產(chǎn)品生產(chǎn)許可證辦公室軸承鋼材產(chǎn)品審查部設(shè)在國家鋼鐵產(chǎn)品質(zhì)量監(jiān)督檢驗中心
地 址: 北京市海淀區(qū)高梁橋斜街13號
郵政編碼:100081
電 話:010-62182862,010-62182736
傳 真:010-62182864
電子信箱:songzhimin@ncschina.com xupeng@ncschina.com
聯(lián) 系 人: 宋志敏 許鵬
第二十條本實施細(xì)則由國家市場監(jiān)督管理總局負(fù)責(zé)解釋。
第二十一條本實施細(xì)則自2018年XX月XX日起實施,原《軸承鋼材產(chǎn)品生產(chǎn)許可證實施細(xì)則》作廢。
?
附件1
軸承鋼材產(chǎn)品檢驗項目及檢驗要求
表1 軸承鋼材產(chǎn)品生產(chǎn)許可證軸承鋼圓鋼及盤條檢驗項目、依據(jù)標(biāo)準(zhǔn)
序號檢驗項目檢驗依據(jù)標(biāo)準(zhǔn)及條款檢驗方法依據(jù)標(biāo)準(zhǔn)及條款
1化學(xué)成分GB/T 18254-2016
《高碳鉻軸承鋼》6.1GB/T 18254-2016
《高碳鉻軸承鋼》7.2.1
2氧含量
(直徑大于5mm)GB/T 18254-2016
《高碳鉻軸承鋼》6.1GB/T 18254-2016
《高碳鉻軸承鋼》7.2.2
3硬度
(球化退火或軟化退火鋼材適用且直徑大于5mm)GB/T 18254-2016
《高碳鉻軸承鋼》6.4GB/T 18254-2016
《高碳鉻軸承鋼》7.3
4非金屬夾雜物GB/T 18254-2016
《高碳鉻軸承鋼》6.8GB/T 18254-2016
《高碳鉻軸承鋼》7.7
5脫碳層GB/T 18254-2016
《高碳鉻軸承鋼》6.9GB/T 18254-2016
《高碳鉻軸承鋼》7.8
6顯微組織
(球化退火鋼材適用)GB/T 18254-2016
《高碳鉻軸承鋼》6.10GB/T 18254-2016
《高碳鉻軸承鋼》7.9
7碳化物網(wǎng)狀
(球化退火、軟化退火、熱軋或鍛制鋼材適用)GB/T 18254-2016
《高碳鉻軸承鋼》6.11GB/T 18254-2016
《高碳鉻軸承鋼》7.10.1
8碳化物帶狀
(熱軋或鍛制、熱軋或鍛制軟化或球化退火、冷拉鋼材適用)GB/T 18254-2016
《高碳鉻軸承鋼》6.11GB/T 18254-2016
《高碳鉻軸承鋼》7.10.2
9碳化物液析
(熱軋或鍛制、熱軋或鍛制軟化或球化退火、冷拉鋼材適用)GB/T 18254-2016
《高碳鉻軸承鋼》6.11GB/T 18254-2016
《高碳鉻軸承鋼》7.10.3
10顯微孔隙GB/T 18254-2016
《高碳鉻軸承鋼》6.12GB/T 18254-2016
《高碳鉻軸承鋼》7.11
注:1.標(biāo)準(zhǔn)一經(jīng)修訂,檢驗機構(gòu)自標(biāo)準(zhǔn)實施之日起按新標(biāo)準(zhǔn)進行檢驗。
表2 軸承鋼材產(chǎn)品生產(chǎn)許可證軸承鋼鋼管檢驗項目、依據(jù)標(biāo)準(zhǔn)
序號檢驗項目檢驗依據(jù)標(biāo)準(zhǔn)及條款檢驗方法依據(jù)標(biāo)準(zhǔn)及條款
1化學(xué)成分YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.1YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.1
2氧含量
(壁厚大于5mm)YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.1YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.1
3硬度(壁厚大于5mm)YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.4YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
4顯微組織YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.6YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
5碳化物網(wǎng)狀YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.7YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
6碳化物帶狀YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.7YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
7碳化物液析YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.7YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
8非金屬夾雜物YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.8YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
9脫碳層YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.9YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
10顯微孔隙YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》5.10YB/T 4146-2016
《高碳鉻軸承鋼無縫鋼管》6.4
注:1.標(biāo)準(zhǔn)一經(jīng)修訂,檢驗機構(gòu)自標(biāo)準(zhǔn)實施之日起按新標(biāo)準(zhǔn)進行檢驗。
?
表3 軸承鋼材產(chǎn)品生產(chǎn)許可證軸承鋼鋼絲檢驗項目、依據(jù)標(biāo)準(zhǔn)
序號檢驗項目檢驗依據(jù)標(biāo)準(zhǔn)及條款檢驗方法依據(jù)標(biāo)準(zhǔn)及條款
1化學(xué)成分GB/T 18579-2001
《高碳鉻軸承鋼絲》6.1GB/T 18579-2001
《高碳鉻軸承鋼絲》7.3
2氧含量
(直徑大于5mm)GB/T 18579-2001
《高碳鉻軸承鋼絲》6.1GB/T 18579-2001
《高碳鉻軸承鋼絲》7.3
3拉伸試驗
(退火、輕拉或磷化輕拉且直徑不大于10mm)GB/T 18579-2001
《高碳鉻軸承鋼絲》6.5.1、6.5.2GB/T 18579-2001
《高碳鉻軸承鋼絲》7.6
4布氏硬度
(退火、輕拉或磷化輕拉且直徑大于10mm)GB/T 18579-2001
《高碳鉻軸承鋼絲》6.5.1、6.5.2GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
5淬火硬度
(直徑大于5mm)GB/T 18579-2001
《高碳鉻軸承鋼絲》6.5.4GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
6顯微組織GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.1GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
7碳化物網(wǎng)狀GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.3GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
8碳化物液析GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.2GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
9非金屬夾雜物GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.6GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
10脫碳層GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.5GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
11顯微孔隙GB/T 18579-2001
《高碳鉻軸承鋼絲》6.6.4GB/T 18579-2001
《高碳鉻軸承鋼絲》7.8
注:1.標(biāo)準(zhǔn)一經(jīng)修訂,檢驗機構(gòu)自標(biāo)準(zhǔn)實施之日起按新標(biāo)準(zhǔn)進行檢驗。
?
附件2
企業(yè)核查時準(zhǔn)備書面材料清單
附件2-1企業(yè)生產(chǎn)軸承鋼材產(chǎn)品主要工藝流程圖
附件2-2企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)施和檢驗設(shè)施表
附件2-3企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)場所示意圖
附件2-4企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)備表
附件2-5企業(yè)生產(chǎn)軸承鋼材產(chǎn)品檢驗設(shè)備表
附件2-6企業(yè)生產(chǎn)軸承鋼材產(chǎn)品關(guān)鍵件明細(xì)表
附件2-7關(guān)鍵崗位專業(yè)技術(shù)人員表
附件2-8產(chǎn)品技術(shù)文件和工藝文件清單企業(yè)名稱: (蓋章)
企業(yè)代表簽字: 年 月 日
審查組確認(rèn)簽字: 年 月 日
本清單內(nèi)所有書面材料經(jīng)現(xiàn)場實地核查確認(rèn)后企業(yè)加蓋騎縫章。
附件2-1
企業(yè)生產(chǎn)軸承鋼材產(chǎn)品主要工藝流程圖
第頁共頁
企業(yè)申請?zhí)顚憙?nèi)容
企業(yè)名稱填寫日期
產(chǎn)品單元
工藝流程圖
(企業(yè)填寫)(以框圖+箭頭方式表述企業(yè)生產(chǎn)該產(chǎn)品的實際工藝流程、并以“★”在相應(yīng)的框圖上表示關(guān)鍵工序、質(zhì)量控制點、特殊過
程):
注:1. 如產(chǎn)品單元生產(chǎn)方式不同均應(yīng)分別繪制;2. 如采用非典型工藝的企業(yè),應(yīng)提交采用非典型工藝的說明:明示所采用的工藝流程、設(shè)
備工裝、加工制作方法等情況,陳述與典型工藝的主要差異(如有)。?
附件2-2
企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)施和檢驗設(shè)施表
序號產(chǎn)品單元生產(chǎn)設(shè)施名稱設(shè)施特征及用途描述備注注:企業(yè)多場所的均應(yīng)填寫。
附件2-3
企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)場所示意圖
第 頁 共 頁
企業(yè)名稱填寫日期
生產(chǎn)地址
(生產(chǎn)場所示意圖,應(yīng)標(biāo)明其相鄰特征道路、建筑物或單位方位、距離等)
注:多場所的均應(yīng)分別繪制,同場所有多條生產(chǎn)線的應(yīng)分別注明。
附件2-4
企業(yè)生產(chǎn)軸承鋼材產(chǎn)品生產(chǎn)設(shè)備表
序號產(chǎn)品單元生產(chǎn)設(shè)備、工藝裝備名稱規(guī)格型號設(shè)備編號備注注:多場所的均應(yīng)填寫,并在備注中注明生產(chǎn)場所。
附件2-5
企業(yè)生產(chǎn)軸承鋼材產(chǎn)品檢驗設(shè)備表
序號產(chǎn)品單元檢驗項目依據(jù)標(biāo)準(zhǔn)及條款檢驗設(shè)備名稱設(shè)備規(guī)格型號設(shè)備編號精度或測量范圍備
注
注:多場所的均應(yīng)填寫,并在備注中標(biāo)明生產(chǎn)場所。
附件2-6
企業(yè)生產(chǎn)軸承鋼材產(chǎn)品關(guān)鍵原材料明細(xì)表
名 稱執(zhí)行標(biāo)準(zhǔn)技術(shù)要求生產(chǎn)方式
□自產(chǎn) □采購
□自產(chǎn) □采購
□自產(chǎn) □采購
注:按單元填寫本表,如兩個單元產(chǎn)品填寫的內(nèi)容完全相同,可合填寫1張。附件2-7
關(guān)鍵崗位專業(yè)技術(shù)人員表
序號姓 名性別崗位職務(wù)/職稱學(xué)歷所學(xué)專業(yè)身份證號備注填表說明:最高管理者、質(zhì)量負(fù)責(zé)人、主要技術(shù)人員、檢驗人員、關(guān)鍵工序(質(zhì)量控制點、特殊過程)操作工等,均應(yīng)列入此表。
附件2-8
產(chǎn)品技術(shù)文件和工藝文件清單
序號產(chǎn)品單元技術(shù)文件/工藝文件名稱文件編號備注注:企業(yè)根據(jù)本公司制定的文件管理規(guī)定按實際情況填寫,審查組現(xiàn)場核實。
附件3軸承鋼材產(chǎn)品生產(chǎn)許可證
企業(yè)實地核查辦法企業(yè)名稱:
生產(chǎn)地址:
產(chǎn)品名稱:
產(chǎn)品單元: 國家市場監(jiān)督管理總局
應(yīng) 用 說 明
1. 本辦法核查內(nèi)容分為5大部分17條23款,應(yīng)逐條款進行核查,并根據(jù)其滿足程度和相關(guān)條款“備注”欄中給出的認(rèn)定原則分別作出符合、
不符合、建議改進。
2. 凡涉及到企業(yè)申請材料真實性、符合性問題的,均應(yīng)判為不符合。
3. 凡涉及到企業(yè)的生產(chǎn)設(shè)施、生產(chǎn)設(shè)備、檢驗設(shè)備、關(guān)鍵崗位技術(shù)操作專門人員等缺失問題的,或存在系統(tǒng)性、區(qū)域性、嚴(yán)重性問題的,均
應(yīng)判相關(guān)條不符合。
4. 每款核查內(nèi)容逐個判斷,并在對應(yīng)的“是”或“否”的選項框中打“√”,凡在“否”的選項框中打“√”的,均須填寫詳細(xì)的不符合事
實。
5.核查結(jié)論的確定原則:經(jīng)核查17條均未發(fā)現(xiàn)不符合,核查結(jié)論為合格。否則核查結(jié)論為不合格。
6. 審查組依據(jù)本辦法對企業(yè)實地核查后,填寫《生產(chǎn)許可證企業(yè)實地核查報告》和《企業(yè)實地核查不符合項和改進項匯總表》。
?
1申請材料
1.1營業(yè)執(zhí)照1)申請書填寫的住所與營業(yè)執(zhí)照是否一致。? 是;? 否:? 符合
? 不符合1.經(jīng)營范圍是廣義的概念,可按行業(yè)或大類分,只要含蓋申請許可證產(chǎn)品即可。
2. 1)~2)款,若為填寫錯誤允許勘誤,此類情況不作為不符合。
3.除填寫、打印錯誤判不符合。
2)實際生產(chǎn)地址與申請書填寫的是否一致。? 是;? 否:
3)實際生產(chǎn)地址與工商管理部門登記的是否一致(實際生產(chǎn)地址應(yīng)與營業(yè)執(zhí)照住所同地址,若不同,該生產(chǎn)地址應(yīng)工商登
記或備案);經(jīng)營范圍是否涵蓋申請許可證產(chǎn)品;是否在有效期限內(nèi)。? 是;? 否:
1.2檢驗報告4)企業(yè)申請時提交的合格的產(chǎn)品檢驗報告的出具機構(gòu)是否獲得檢驗檢測機構(gòu)資質(zhì)認(rèn)定,認(rèn)定的檢驗范圍是否包含
本細(xì)則要求的產(chǎn)品標(biāo)準(zhǔn)和檢驗標(biāo)準(zhǔn),且在有效期內(nèi);檢驗報告的檢驗項目是否覆蓋本細(xì)則規(guī)定的產(chǎn)品檢驗項目。? 是;? 否; ?
符合
? 不符合1.企業(yè)應(yīng)提供檢驗檢測機構(gòu)有效的資質(zhì)認(rèn)定證書及其附件;
2.檢驗檢測機構(gòu)資質(zhì)認(rèn)定證書失效(檢驗檢測報告簽發(fā)時),或者檢測能力未覆蓋本實施細(xì)則規(guī)定的產(chǎn)品檢驗項目,則判不符合。
1.3產(chǎn)業(yè)政策5)國家產(chǎn)業(yè)政策要求的建設(shè)項目的有效審批文件、核準(zhǔn)文件、備案文件,不存在國家明令淘汰的生產(chǎn)設(shè)備、生產(chǎn)
工藝和產(chǎn)品。? 是;? 否; ? 不適用:? 符合
? 不符合如果產(chǎn)品不涉及產(chǎn)業(yè)政策,此為不適用。
2人員能力
2.1技術(shù)人員6)是否熟悉所申請的產(chǎn)品標(biāo)準(zhǔn)。? 是;? 否? 符合
? 不符合
? 建議改進核查內(nèi)容6)為否,應(yīng)判不符合。
7)是否具有相關(guān)產(chǎn)品專業(yè)技術(shù)知識。? 是;? 否
2.2檢驗人員8)現(xiàn)場觀察檢驗人員進行進貨檢驗、過程檢驗、出廠檢驗,檢驗人員是否能夠熟練操作,其操作是否符合檢驗規(guī)
程,并正確作出判斷。? 是;? 否? 符合
? 不符合
? 建議改進1.如果國家對檢驗人員資質(zhì)有要求的,應(yīng)獲得相應(yīng)資質(zhì)。
2.檢驗人員操作均不正確,則判不符合。
2.3操作工人9)現(xiàn)場核查每一關(guān)鍵工序、質(zhì)量控制點、特殊過程實際生產(chǎn)操作情況,工人是否能熟練的操作,其操作是否符合
技術(shù)工藝文件的規(guī)定。? 是;? 否? 符合
? 不符合
? 建議改進關(guān)鍵工序、質(zhì)量控制點、特殊過程工人操作均不正確,則判不符合。
3生產(chǎn)和檢驗設(shè)施設(shè)備
3.1基礎(chǔ)設(shè)施10)是否具備滿足其生產(chǎn)、檢驗所需的工作場所和設(shè)施,并運行正常。? 是;? 否:? 符合
? 不符合1.對照細(xì)則、企業(yè)設(shè)備檔案及現(xiàn)場進行核對并觀察設(shè)備運行狀況,若其中一臺設(shè)備不符合則為否。
2.判否為不符合。
3.2設(shè)備工裝11)企業(yè)是否具有《細(xì)則》表4-1規(guī)定、與其生產(chǎn)產(chǎn)品、生產(chǎn)工藝及生產(chǎn)方式相適應(yīng)的生產(chǎn)設(shè)備和工藝裝備;其性
能和精度應(yīng)能滿足生產(chǎn)合格產(chǎn)品的要求,并運行正常。? 是;? 否:? 符合
? 不符合
3.3檢驗設(shè)備12)企業(yè)是否具有《細(xì)則》表4-2規(guī)定、與其生產(chǎn)產(chǎn)品、生產(chǎn)工藝及生產(chǎn)方式相適應(yīng)的采購關(guān)鍵件進貨檢驗、生產(chǎn)
過程檢驗、成品出廠檢驗所需的檢驗儀器設(shè)備;其性能和精度應(yīng)能滿足相關(guān)標(biāo)準(zhǔn)規(guī)定的檢驗要求;并在檢定或校準(zhǔn)有效期內(nèi)使用。?
是;? 否:? 符合
? 不符合1.對照細(xì)則、企業(yè)設(shè)備檔案及現(xiàn)場進行核對并觀察儀器設(shè)備運行狀況,若其中一臺儀器設(shè)備不符合則為否。
2.判否為不符合。
4技術(shù)文件
4.1工藝流程13)工藝流程圖是否與其生產(chǎn)實際相吻合。? 是;? 否:
? 符合
? 不符合
? 建議改進核查內(nèi)容14)為否,可判為建議改進。
14)是否標(biāo)明關(guān)鍵工序、質(zhì)量控制點、特殊過程(適用時)。? 是;? 否:
4.2技術(shù)工藝文件15) 對于本辦法4.1中識別和確認(rèn)的關(guān)鍵工序、質(zhì)量控制點、特殊過程,現(xiàn)場核查每一關(guān)鍵工序、質(zhì)量控制點、
特殊過程,是否編制有相關(guān)技術(shù)工藝文件。? 是;? 否:? 符合
? 不符合
? 建議改進所有關(guān)鍵工序、質(zhì)量控制點、特殊過程均無技術(shù)工藝文件,則判不符合。
16)技術(shù)工藝文件是否明確了具體的控制參數(shù),其參數(shù)是否進行適宜的驗證并正確(須貫徹執(zhí)行產(chǎn)品標(biāo)準(zhǔn))。?
是;? 否:
4.3檢驗文件17)是否對采購重要原材料和關(guān)鍵零部件進貨檢驗(或驗證)、自制關(guān)鍵零部件檢驗等生產(chǎn)過程檢驗、整機出廠
檢驗作出規(guī)定。? 是;? 否:? 符合
? 不符合
? 建議改進核查內(nèi)容17)和18)款均為“否”,則結(jié)論為不符合。
18)是否編制了檢驗規(guī)程,其內(nèi)容是否完整正確(應(yīng)包括檢驗頻次、檢驗樣品數(shù)、抽樣方式、檢驗項目、檢驗方法、檢驗
步驟、檢驗結(jié)果判定及處理)。? 是;? 否:
5生產(chǎn)過程控制
5.1生產(chǎn)
記錄19)是否對冶煉工序、軋鋼工序、精整工序和熱處理工序等進行如實的記錄。? 是;? 否:? 符合
? 不符合對于出現(xiàn)未做記錄及記錄多處不全的則為否,判為不符合
5.2進貨檢驗20)采購重要原材料是否按規(guī)定進行檢驗,檢驗記錄應(yīng)完整、規(guī)范并符合相關(guān)標(biāo)準(zhǔn)的規(guī)定。? 是;?
否:? 符合
? 不符合
? 建議改進檢驗記錄不完整、不規(guī)范的情況,為否,則結(jié)論為建議改進。
5.3過程檢驗21)生產(chǎn)過程中的關(guān)鍵技術(shù)指標(biāo)是否按規(guī)定進行檢驗,并保留檢驗記錄。? 是;? 否:? 符合
? 不符合
? 建議改進
? 此項不適用對于出現(xiàn)未做記錄及記錄多處不全的則為否,判為不符合
5.4出廠檢驗22)成品出廠是否按規(guī)定進行出廠檢驗,檢驗記錄應(yīng)完整、規(guī)范并符合相關(guān)標(biāo)準(zhǔn)的規(guī)定。o 是;o 否:o
符合
o 不符合出廠檢驗應(yīng)符合相關(guān)標(biāo)準(zhǔn)的規(guī)定。
5.5不合格品控制23)是否對不合格品的控制和處置作出明確規(guī)定并執(zhí)行到位。o 是;o 否:o 符合
o 不符合對不合格品的控制和處置未作出明確規(guī)定的,判為不符合
附件4
企業(yè)實地核查不符合和建議改進條款匯總表
企業(yè)名稱: 產(chǎn)品單元:
序號條款號不符合程度事實描述
在選框中打“√”
o 不符合
o 建議改進
o 不符合
o 建議改進
o 不符合
o 建議改進
o 不符合
o 建議改進
o 不符合
o 建議改進
o 不符合
o 建議改進
o 不符合
o 建議改進
o 不符合
o 建議改進
審查組組長(簽字):
年 月 日
企業(yè)代表簽字:企業(yè)公章
年 月 日
附件5
生產(chǎn)許可證企業(yè)實地核查報告
企業(yè)名稱:生產(chǎn)地址:郵編:
產(chǎn)品名稱: 聯(lián)系人:電話:傳真:
產(chǎn)品單元:
核查
結(jié)論審查組根據(jù)《軸承鋼材產(chǎn)品生產(chǎn)許可證實施細(xì)則》,于 年 月 日至 年 月__ _日對該企業(yè)進行了核查,共
計核查出:
符合_____條、不符合 條、建議改進 條。
其他情況說明:
經(jīng)綜合評價,本審查組對該企業(yè)的核查結(jié)論是: 。(注:核查結(jié)論填寫:合格或不合格)
審查組成員姓名(簽字)單 位職務(wù)(組長、組員)核查分工(條款)審查員證書編號
企業(yè)負(fù)責(zé)人簽字企業(yè)(蓋章) 年 月 日
觀察員(簽字,如有): 年 月 日 審查組織單位(章): 年 月
日
注:“其他情況說明”欄中填寫的內(nèi)容為:企業(yè)存在不符合法律法規(guī)等有關(guān)規(guī)定,且不能體現(xiàn)在實地核查記錄中的情況,如企業(yè)存在因非不
可抗力原因拖延或拒絕核查的情況等。
附件6
本實施細(xì)則與舊版細(xì)則主要內(nèi)容對比表
序號產(chǎn)品單元(舊版)產(chǎn)品單元(新版)產(chǎn)品標(biāo)準(zhǔn)(舊版)產(chǎn)品標(biāo)準(zhǔn)(新版)說明
1軸承鋼圓鋼及盤條軸承鋼圓鋼及盤條GB/T 18254-2002《高碳鉻軸承鋼》
YB/T 4101-1998《鐵路貨車滾動軸承用冷拉軸承鋼》
YB/T 4100-1998《鐵路貨車滾動軸承用滲碳軸承鋼》GB/T 18254-2016《高碳鉻軸承鋼》刪減、更新產(chǎn)品標(biāo)準(zhǔn)
2軸承鋼鋼管軸承鋼鋼管GB/T 18254-2002《高碳鉻軸承鋼》
YB/T 4146-2006《高碳鉻軸承鋼無縫鋼管》YB/T 4146-2016《高碳鉻軸承鋼無縫鋼管》刪減、更新產(chǎn)品標(biāo)準(zhǔn)
3軸承鋼鋼絲軸承鋼鋼絲GB/T 18579-2001《高碳鉻軸承鋼絲》GB/T18579-2001《高碳鉻軸承鋼絲》不
變五、自身需要立即投入點
1)我們公司產(chǎn)品有哪些?客戶質(zhì)量要求的特點是什么?
2)主要有哪些供應(yīng)商?各供應(yīng)哪類部品?
3)經(jīng)常發(fā)生及以前重大品質(zhì)問題有哪些?對策效果如何?
4)目前亟待解決的問題有哪些?
5)過往品質(zhì)判定標(biāo)準(zhǔn)有哪些?(包括書面材料及打荷樣品)
6)現(xiàn)有的判定標(biāo)準(zhǔn)是否數(shù)據(jù)化、統(tǒng)一化?
7)供應(yīng)商通過的體系證書是否在有效期內(nèi)?品質(zhì)組織結(jié)構(gòu)圖是否完善?
8) 產(chǎn)線一些具體生產(chǎn)流程和現(xiàn)場情況如何。
有要求才有進步,有進步才有品質(zhì)完善;總之要不斷要求供應(yīng)商,激發(fā)他們使之能自我完善和提高。相信在以后的工作當(dāng)中始終保持嚴(yán)格要
求,不斷完善自我學(xué)習(xí),自己終會不斷強大。
一個好的供應(yīng)商,比銀行都重要:企業(yè)去銀行貸款,還未必能貸到款,如果貸到了利息還不低,到期不還款,銀行還得起訴你!而供應(yīng)商,
只要你誠信,就會義無反顧去支持你!請善待你的供應(yīng)商,尤其是愿意給你欠款的供應(yīng)商,愿意由小到大支持你的供應(yīng)商。
1、把供應(yīng)商當(dāng)合作伙伴的企業(yè)非常少
大的企業(yè)處于絕對的優(yōu)勢地位,決定了拿不拿訂單給你做,決定了多少錢給你做。正是這種關(guān)系,能把供應(yīng)商當(dāng)合作伙伴的企業(yè)非常少,大
部分廠商把自己當(dāng)做上帝,對供應(yīng)商是能欺壓就欺壓,能壓榨就壓榨,很多大的廠商在產(chǎn)業(yè)鏈里也因此聲名狼藉。
2、能對供應(yīng)商有基本的尊重就好了
在現(xiàn)實中根本就不用提什么請吃飯,能對供應(yīng)商有基本的尊重就好了!來看看現(xiàn)實中各種上下游關(guān)系,以下這些情況比比皆是。
1、有些采購把眾多供應(yīng)商弄在一起,把他們弄得團團轉(zhuǎn),讓他們一次次打樣,一次次上門溝通。供應(yīng)商花費了大量的人力物力,到最后卻只
是在采購的游戲中當(dāng)了一把陪襯。
2、經(jīng)過多番溝通簽訂的合同,卻在供應(yīng)商開始生產(chǎn)準(zhǔn)備與投入的時候,突然變卦不執(zhí)行合同。
3、在項目驗收階段,以各種理由拖延驗收,要么領(lǐng)導(dǎo)不在,要么等開會決策,要么需要再觀察。
4、選擇的便宜貨品,后續(xù)卻各種找毛病,這個功能沒有,那個性能不行,動不動就鬧投訴、鬧退貨。
5、以各種理由拒不付款,即使很有錢也不付,施展的是各種高水平賴帳與欠款拖延……
3、當(dāng)合作成了斗智斗勇,兩敗俱傷
現(xiàn)實中這些企業(yè)還不少,供應(yīng)商在這些事情上要浪費大量時間精力,好好的合作變成了斗智斗勇。
對于實力雄厚的大品牌供應(yīng)商來說,在和這樣的無良企業(yè)打交道后,知道了水深水淺,很快人家就不會再和這樣的企業(yè)合作了。
如果是小供應(yīng)商,他們更容易傾向妥協(xié),價格一降再降,貨款一等再等,悲劇的是這些小供應(yīng)商就是這么被拖垮的!供應(yīng)商都倒閉了,采購
難道還奢求后續(xù)服務(wù)與保障嗎?
在占了那么一時便宜,占了那么一點便宜,牛逼了一把后,這種公司的名聲也陷入漩渦,公司的境況也陷入孤立無援……
4、風(fēng)雨同舟方能長久
為什么不回到正常的商業(yè)關(guān)系,強調(diào)合作共贏呢?把供應(yīng)商當(dāng)合作伙伴,事實上可以獲得供應(yīng)商更專注的支持。
可以說供應(yīng)商在自己的領(lǐng)域才是真正的專家,企業(yè)的發(fā)展離不開供應(yīng)商的技術(shù)與方案方面的鼎力支持。供應(yīng)商也掌握行業(yè)大量的資源,搞好
關(guān)系也有利于共享資源,在行業(yè)樹立一個好的口碑。當(dāng)換一個角度去思考時,你會發(fā)現(xiàn)供應(yīng)商并非只是賺你的錢,也是在幫助你去賺錢的伙
伴。
一切的耍套路終究不會長久,跟供應(yīng)商成為朋友,風(fēng)雨同舟方能長久!
5、善待供應(yīng)商,共贏才贏天下
供應(yīng)商能提供優(yōu)質(zhì)的產(chǎn)品和服務(wù),源于供應(yīng)商在研發(fā)、生產(chǎn)、銷售、售后、管理、員工素質(zhì)等各個環(huán)節(jié)的投入,說到底,供應(yīng)商的資金存量
對最終的結(jié)果是第一保障。而采購商在現(xiàn)實中不是對供應(yīng)商壓價,就是拖欠付款,更不要提尊重,雙贏只是停留在口頭上,低價及拖欠影響
到供應(yīng)商的利潤,他怎么能保證持續(xù)的投入。沒有供應(yīng)商好的產(chǎn)品和服務(wù),采購商怎能做出好的產(chǎn)品。
善待供應(yīng)商,同時也體現(xiàn)了自己是一家有良心的公司,員工就會相信公司領(lǐng)導(dǎo)者的承諾。領(lǐng)導(dǎo)者天天困惑于員工的職業(yè)素養(yǎng)不高,部分原因
是員工不信任領(lǐng)導(dǎo),在當(dāng)下的中國,員工都消化不了老大畫的餅。企業(yè)應(yīng)該將善待供應(yīng)商上升到企業(yè)理念中,逐漸培養(yǎng)員工尊重、互助、善
良的優(yōu)良品質(zhì)。
重視供應(yīng)商,采供雙方一起去解決困難,一起提升,這個比什么都重要。對待供應(yīng)商,要跟客戶一樣對待,于人、于己、于行業(yè)的健康發(fā)展
絕對是有利的。
總結(jié)
未來的競爭是產(chǎn)業(yè)鏈與產(chǎn)業(yè)鏈之間的競爭,與公司間的競爭不同,產(chǎn)業(yè)鏈間的競爭更加殘酷。企業(yè)應(yīng)該調(diào)整采購供應(yīng)商系統(tǒng),多吸收引進先
進的供應(yīng)商管理理念,提倡一種雙贏機制。
中企檢測認(rèn)證網(wǎng)提供iso體系認(rèn)證機構(gòu)查詢,檢驗檢測、認(rèn)證認(rèn)可、資質(zhì)資格、計量校準(zhǔn)、知識產(chǎn)權(quán)貫標(biāo)一站式行業(yè)企業(yè)服務(wù)平臺。中企檢測認(rèn)證網(wǎng)為檢測行業(yè)相關(guān)檢驗、檢測、認(rèn)證、計量、校準(zhǔn)機構(gòu),儀器設(shè)備、耗材、配件、試劑、標(biāo)準(zhǔn)品供應(yīng)商,法規(guī)咨詢、標(biāo)準(zhǔn)服務(wù)、實驗室軟件提供商提供包括品牌宣傳、產(chǎn)品展示、技術(shù)交流、新品推薦等全方位推廣服務(wù)。這個問題就給大家解答到這里了,如還需要了解更多專業(yè)性問題可以撥打中企檢測認(rèn)證網(wǎng)在線客服13550333441。為您提供全面檢測、認(rèn)證、商標(biāo)、專利、知識產(chǎn)權(quán)、版權(quán)法律法規(guī)知識資訊,包括商標(biāo)注冊、食品檢測、第三方檢測機構(gòu)、網(wǎng)絡(luò)信息技術(shù)檢測、環(huán)境檢測、管理體系認(rèn)證、服務(wù)體系認(rèn)證、產(chǎn)品認(rèn)證、版權(quán)登記、專利申請、知識產(chǎn)權(quán)、檢測法、認(rèn)證標(biāo)準(zhǔn)等信息,中企檢測認(rèn)證網(wǎng)為檢測認(rèn)證商標(biāo)專利從業(yè)者提供多種檢測、認(rèn)證、知識產(chǎn)權(quán)、版權(quán)、商標(biāo)、專利的轉(zhuǎn)讓代理查詢法律法規(guī),咨詢輔導(dǎo)等知識。
本文內(nèi)容整合網(wǎng)站:百度百科、搜狗百科、360百科、知乎、市場監(jiān)督總局 、國家認(rèn)證認(rèn)可監(jiān)督管理委員會、質(zhì)量認(rèn)證中心
免責(zé)聲明:本文部分內(nèi)容根據(jù)網(wǎng)絡(luò)信息整理,文章版權(quán)歸原作者所有。向原作者致敬!發(fā)布旨在積善利他,如涉及作品內(nèi)容、版權(quán)和其它問題,請跟我們聯(lián)系刪除并致歉!