

焊接作為一個(gè)特殊的工藝過程,由于其材料特性的差異性、工藝參數(shù)的復(fù)雜性和過程控制的不確定性,長期以來一直視為汽車零部件制造業(yè)的薄弱環(huán)節(jié),并將很大程度上直接導(dǎo)致整車產(chǎn)品質(zhì)量的下降和召回風(fēng)險(xiǎn)的上升。
為了系統(tǒng)解決上述問題,美國汽車工業(yè)行動(dòng)集團(tuán)(AIAG)工作小組先后開發(fā)了持續(xù)質(zhì)量改進(jìn)。
汽車工業(yè)行動(dòng)集團(tuán)AIAG成立于1982年,由戴姆勒—克萊斯勒,福特以及通用汽車 三大汽車公司發(fā)起組建,世界公認(rèn)的全球性的行業(yè)組織。
它為汽車整車制造商和零部件供應(yīng)商提供了一個(gè)唯一的平臺(tái)以共同處理和解決影響全球汽車供應(yīng)鏈的問題。
目前已有超過1500多家的成員公司,其中包括整車制造商:克萊斯勒、福特、通用、北美豐田以及一級(jí)供應(yīng)商:德爾福、江森自控、固特異、麥格納、偉世通、李爾、博格華納等;其中主要核心成員有(如下圖):
AIAG主要核心成員
什么是CQI(Continuesthequalityimprovement)持續(xù)質(zhì)量改進(jìn),由美國汽車工業(yè)行動(dòng)集團(tuán)AIAG的工作小組開發(fā)。目的是在供應(yīng)鏈中建立持續(xù)改進(jìn),強(qiáng)調(diào)缺陷預(yù)防,減少變差和浪費(fèi)的管理系統(tǒng)。
CQI是一個(gè)系列,細(xì)化且專業(yè)地規(guī)定了不同的工藝過程,對(duì)于汽車供應(yīng)商過程系統(tǒng)監(jiān)控和尋找持續(xù)改進(jìn)機(jī)會(huì)來說很有必要。
為什么要實(shí)施CQI一、降低產(chǎn)品安全召回風(fēng)險(xiǎn)
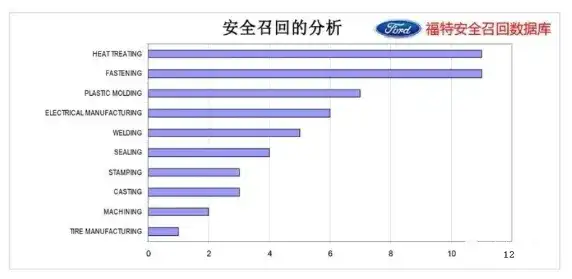
來源:福特安全召回?cái)?shù)據(jù)庫
從上圖看出在汽車制造廠商的主要召回問題過程中。熱處理、注塑、電鍍、焊接、涂裝、模塑和鑄造等,是造成安全召回的主要因素。
二、主機(jī)廠對(duì)供應(yīng)商的要求不同主機(jī)廠對(duì)其供應(yīng)方有不同的要求,但以下幾點(diǎn)是共同的:
1. CQI延伸到供應(yīng)鏈,供方、次級(jí)供方都實(shí)施CQI。
2. 供方要用過程方法自我評(píng)估過程。
3. 評(píng)估人員資格要確認(rèn)。
三、強(qiáng)化企業(yè)系統(tǒng)實(shí)施CQI的能力熱處理、注塑、電鍍、焊接、涂裝、模塑和鑄造工藝具有如下特點(diǎn):
1. 產(chǎn)品通常為金屬件,承載整車的結(jié)構(gòu)、動(dòng)力、安全、外觀等方面的性能,其質(zhì)量狀況針對(duì)終端客戶至關(guān)重要。
2. 通常是采用批處理,這樣的過程失效會(huì)導(dǎo)致大規(guī)模的產(chǎn)品不合格;
3. 檢測(cè)常常需要通過切割等破壞操作,不能進(jìn)行全檢來識(shí)別;通過CQI的有效實(shí)施:
四、獲取評(píng)估員資格,掌握特殊過程的審核技巧CQI系列對(duì)評(píng)估人員有如下要求:
1. 必須是有經(jīng)驗(yàn)的:具備ISO9001:2015. IATF16949:2016質(zhì)量管理系統(tǒng)(QMS)內(nèi)部審核員;
2. 必須具備熱處理(電鍍/涂裝/焊接/錫焊/模塑/鑄造)專業(yè)知識(shí),要求至少5年熱處理(化工/化學(xué)表面處理)工作經(jīng)驗(yàn)或至少5年冶金學(xué)教育(化工/化學(xué)教育)和熱處理(電鍍/涂裝/焊接/錫焊/模塑/鑄造)工作經(jīng)驗(yàn)。
3. 必須具備汽車行業(yè)核心工具的知識(shí)和熟悉運(yùn)用(如SPC/MSA/PPAP/FMEA/APQP)熱處理、電鍍、涂裝、焊接、錫焊、模塑和鑄造產(chǎn)品的好壞肉眼較難區(qū)分、制造過程較少見不合格的實(shí)物、運(yùn)行記錄電子化等等,通過培訓(xùn)及演練能熟練運(yùn)用過程方法的審核技巧。
CQI-15的背景
WSA用來評(píng)審企業(yè)達(dá)到本評(píng)審標(biāo)準(zhǔn)的能力,以及達(dá)到顧客的要求、行業(yè)規(guī)定和組織自身要求的能力。WSA也適用于組織與其供應(yīng)商之間使用。
WSA 評(píng)審的目標(biāo)是開發(fā)一個(gè)焊接管理體系,用以促進(jìn)整個(gè)供應(yīng)鏈的持續(xù)改進(jìn)、加強(qiáng)缺陷預(yù)防、減少變差和浪費(fèi)。
WSA結(jié)合國際公認(rèn)的質(zhì)量管理系統(tǒng)和相適用的顧客特殊要求,詳細(xì)說明了對(duì)焊接管理系統(tǒng)的基本要求。WSA旨在為汽車生產(chǎn)件和售后服務(wù)件組織提供一個(gè)共同的焊接管理系統(tǒng)方法。
CQI-15的簡介

CQI-15特殊過程:焊接系統(tǒng)評(píng)審Welding System Assessment(WSA)由美國汽車工業(yè)行動(dòng)集團(tuán)AIAG焊接工作組于2010年3月發(fā)布第一版,隨著應(yīng)用實(shí)踐,于2020年1月發(fā)布了第二版本。
該標(biāo)準(zhǔn)規(guī)定了焊接管理系統(tǒng)的基本要求,為汽車業(yè)生產(chǎn)件和服務(wù)件組織提供了焊接制造過程審核的共同方法,以達(dá)成供應(yīng)鏈整體持續(xù)改進(jìn)的目標(biāo),強(qiáng)調(diào)預(yù)防缺陷、減小變差和消除浪費(fèi)。
該標(biāo)準(zhǔn)發(fā)布后,美國克萊斯勒、福特、通用三大汽車公司在其(IATF 16949:2016)顧客特殊要求(CSR)中明確提出要求:凡是焊接供應(yīng)商都必須按CQI-15標(biāo)準(zhǔn)進(jìn)行過程審核。德國AUDI,BMW,BOSCH,OPEL等集團(tuán)也大力推廣CQI系列標(biāo)準(zhǔn)。
自從被列入IATF16949:2016體系標(biāo)準(zhǔn)的附錄,作為特殊過程的內(nèi)審參考后,它就開始受到了主機(jī)廠和各級(jí)汽車供應(yīng)商的日益重視。
這是為什么呢?因?yàn)椋汉附舆^程是一個(gè)特殊過程(工序),零件被焊接完成后,其焊接接頭的內(nèi)在質(zhì)量特性,例如,熔深、力學(xué)性能等,不能被完好無損地檢測(cè)到,其質(zhì)量是好是壞,要等客戶在使用過程中才能發(fā)現(xiàn)。
焊接是一個(gè)特殊過程,因?yàn)楹附拥馁|(zhì)量無法直接檢驗(yàn),要證明焊接的牢固程度必須做破壞試驗(yàn)才能得到數(shù)據(jù),如果都做了破壞,那焊接質(zhì)量就沒有意義了。只能通過探傷、外觀檢驗(yàn)等這樣的方法,而這些方法都不是直接判斷焊接質(zhì)量的方法,都屬于間接判斷。質(zhì)量人要掌握的焊接質(zhì)量控制知識(shí),總結(jié)如下:
目錄
知識(shí)點(diǎn)一:焊接工序質(zhì)量的影響因素及對(duì)策知識(shí)點(diǎn)二:焊接生產(chǎn)質(zhì)量管理體系知識(shí)點(diǎn)三:焊接質(zhì)量控制內(nèi)容及項(xiàng)目
01
知識(shí)點(diǎn)一:
焊接工序質(zhì)量的影響因素及對(duì)策
1.人-----施焊操作人員因素2.機(jī)-----焊接機(jī)器設(shè)備因素3.料-----焊接原材料因素4.法-----焊接工藝方法因素5.環(huán)-----環(huán)境因素
1.人-----施焊操作人員因素 各種不同的焊接方法對(duì)操作人員的依賴程度不同。對(duì)于手工電弧焊接,焊工的操作技能和謹(jǐn)慎的工作態(tài)度對(duì)保證焊接質(zhì)量至關(guān)重要。對(duì)于埋弧自動(dòng)焊,焊接工藝參數(shù)的調(diào)整和施焊也離不開人的操作。對(duì)于各種半自動(dòng)焊,電弧沿焊接接頭的移動(dòng)也是靠焊工掌握。若焊工施焊時(shí)質(zhì)量意識(shí)差,操作粗心大意,不遵守焊接工藝規(guī)程,或操作技能低下、技術(shù)不熟練等都會(huì)影響直接焊接的質(zhì)量。
對(duì)施焊人員的控制措施如下:(1)加強(qiáng)對(duì)焊工“質(zhì)量第一、用戶第一、下道工序是用戶”的質(zhì)量意識(shí)教育,提高他們的責(zé)任心和一絲不茍的工作作風(fēng),并建立質(zhì)量責(zé)任制。(2)定期對(duì)焊工進(jìn)行崗位培訓(xùn),從理論上掌握工藝規(guī)程,從實(shí)踐上提高操作技能水平。(3)生產(chǎn)中要求焊工嚴(yán)格執(zhí)行焊接工藝規(guī)程,加強(qiáng)焊接工序的自檢與專職檢驗(yàn)人員的檢查。 (4)認(rèn)真執(zhí)行焊工考試制度,堅(jiān)持焊工持證上崗,建立焊工技術(shù)檔案。對(duì)于重要或重大的焊接結(jié)構(gòu)生產(chǎn),還需對(duì)焊工進(jìn)行更細(xì)化的考量。例如,焊工培訓(xùn)時(shí)間的長短、生產(chǎn)經(jīng)驗(yàn)、目前的技術(shù)狀況、年齡、工齡、體力、視力、注意力等,應(yīng)當(dāng)全部納入考核的范圍。
2.機(jī)-----焊接機(jī)器設(shè)備因素各種焊接設(shè)備的性能及其穩(wěn)定性與可靠性直接影響焊接質(zhì)量。設(shè)備結(jié)構(gòu)越復(fù)雜,機(jī)械化、自動(dòng)化程度越高,焊接質(zhì)量對(duì)它的依賴性也就越高。所以,要求這類設(shè)備具有更好的性能及穩(wěn)定性。對(duì)焊接設(shè)備在使用前必須進(jìn)行檢查和試用,對(duì)各種在役焊接設(shè)備要實(shí)行定期檢驗(yàn)制度。在焊接質(zhì)量保證體系中,從保證焊接工序質(zhì)量出發(fā),對(duì)焊接機(jī)器設(shè)備應(yīng)做到以下幾點(diǎn):(1)定期對(duì)焊接設(shè)備維護(hù)、保養(yǎng)和檢修,重要焊接結(jié)構(gòu)生產(chǎn)前要進(jìn)行試用。(2)定期校驗(yàn)焊接設(shè)備上的電流表、電壓表、氣體流量計(jì)等各種儀表,保證生產(chǎn)時(shí)計(jì)量準(zhǔn)確。(3)建立焊接設(shè)備狀況的技術(shù)檔案,為分析、解決出現(xiàn)的問題提供思路。(4)建立焊接設(shè)備使用人員責(zé)任制,保證設(shè)備維護(hù)的及時(shí)性和連續(xù)性。另外,焊接設(shè)備的使用條件,如對(duì)水、電、環(huán)境等的要求,焊接設(shè)備的可調(diào)節(jié)性、運(yùn)行所需空間、誤差調(diào)整等也需要充分注意,這樣才能保證焊接設(shè)備正常使用。
3.料-----焊接原材料因素焊接生產(chǎn)所使用的原材料包括母材、焊接材料(焊條、焊絲、焊劑,保護(hù)氣體)等,這些材料的自身質(zhì)量是保證焊接產(chǎn)品質(zhì)量的基礎(chǔ)和前提。為了保證焊接質(zhì)量,原材料的質(zhì)量檢驗(yàn)很重要。在生產(chǎn)的起始階段,即投料之前就要把好材料關(guān),才能穩(wěn)定生產(chǎn),穩(wěn)定焊接產(chǎn)品的質(zhì)量。在焊接質(zhì)量管理體系中,對(duì)焊接原材料的質(zhì)量控制主要有以下措施:(1)加強(qiáng)焊接原材料的進(jìn)廠驗(yàn)收和檢驗(yàn),必要時(shí)要對(duì)其理化指標(biāo)和機(jī)械性能進(jìn)行復(fù)驗(yàn)。(2)建立嚴(yán)格的焊接原材料管理制度,防止儲(chǔ)備時(shí)焊接原材料的污損。(3)實(shí)行在生產(chǎn)中焊接原材料標(biāo)記運(yùn)行制度,以實(shí)現(xiàn)對(duì)焊接原材料質(zhì)量的追蹤控制。(4)選擇信譽(yù)比較高、產(chǎn)品質(zhì)量比較好的焊接原材料供應(yīng)廠和協(xié)作廠進(jìn)行訂貨和加工,從根本上防止焊接質(zhì)量事故的發(fā)生。總之,焊接原材料的把關(guān)應(yīng)當(dāng)以焊接規(guī)范和國家標(biāo)準(zhǔn)為依據(jù),及時(shí)追蹤控制其質(zhì)量,而不能只管進(jìn)廠驗(yàn)收,忽視生產(chǎn)過程中的標(biāo)記和檢驗(yàn)。
4.法-----焊接工藝方法因素焊接質(zhì)量對(duì)工藝方法的依賴性很強(qiáng),在影響焊接工序質(zhì)量的諸因素中占有非常突出的地位。工藝方法對(duì)焊接質(zhì)量的影響主要來自兩個(gè)方面,一方面是工藝制訂的合理性;另一方面是執(zhí)行工藝的嚴(yán)格性。首先要對(duì)某一產(chǎn)品或某種材料的焊接工藝進(jìn)行工藝評(píng)定,然后根據(jù)工藝評(píng)定報(bào)告和圖樣技術(shù)要求制訂焊接工藝規(guī)程,編制焊接工藝說明書或焊接工藝卡,這些以書面形式表達(dá)的各種工藝參數(shù)是指導(dǎo)施焊時(shí)的依據(jù),它是根據(jù)模擬相似的生產(chǎn)條件所作的試驗(yàn)和長期積累的經(jīng)驗(yàn)以及產(chǎn)品的具體技術(shù)要求而編制出來的,是保證焊接質(zhì)量的重要基礎(chǔ),它有規(guī)定性、嚴(yán)肅性、慎重性和連續(xù)性的特點(diǎn)。通常由經(jīng)驗(yàn)比較豐富的焊接技術(shù)人員編制,以保證它的正確性與合理性。在此基礎(chǔ)上確保貫徹執(zhí)行工藝方法的嚴(yán)格性,在沒有充足根據(jù)的情況下不得隨意變更工藝參數(shù),即使確需改變,也得履行一定的程序和手續(xù)。
不合理的焊接工藝不能保證焊出合格的焊縫,但有了經(jīng)評(píng)定驗(yàn)證的正確合理的工藝規(guī)程,若不嚴(yán)格貫徹執(zhí)行,同樣也不能焊出合格的焊縫。兩者相輔相成,相互依賴,不能忽視或偏廢任何一個(gè)方面。
在焊接質(zhì)量管理體系中,對(duì)影響焊接工藝方法的因素進(jìn)行有效控制的做法是:(1)必須按照有關(guān)規(guī)定或國家標(biāo)準(zhǔn)對(duì)焊接工藝進(jìn)行評(píng)定。(2)選擇有經(jīng)驗(yàn)的焊接技術(shù)人員編制所需的工藝文件,工藝文件要完整和連續(xù)。(3)按照焊接工藝規(guī)程的規(guī)定,加強(qiáng)施焊過程中的現(xiàn)場(chǎng)管理與監(jiān)督。 (4)在生產(chǎn)前,要按照焊接工藝規(guī)程制作焊接產(chǎn)品試板與焊接工藝檢驗(yàn)試板,以驗(yàn)證工藝方法的正確性與合理性。
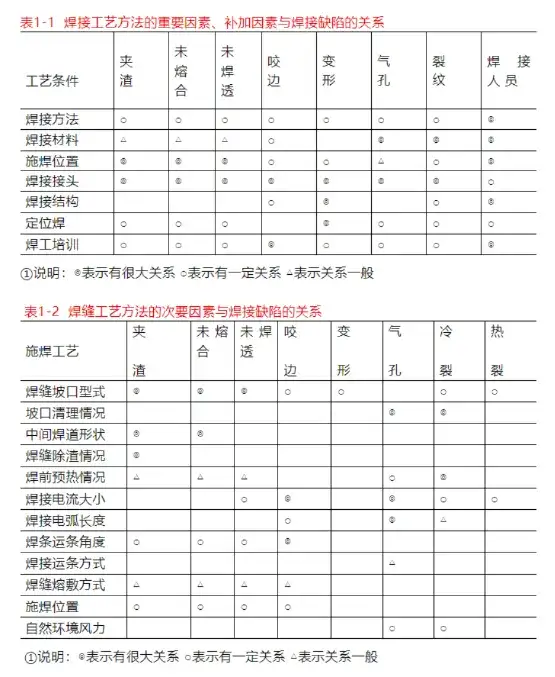
還有,就是焊接工藝規(guī)程的制定無巨細(xì),對(duì)重要的焊接結(jié)構(gòu)要有質(zhì)量事故的補(bǔ)救預(yù)案,把損失降到最低。對(duì)各種焊接工藝方法的重要因素和補(bǔ)加因素的考量可參考表1-1.對(duì)各種焊接方法的次要因素的考量可參考表1-2.
5.環(huán)-----環(huán)境因素在特定環(huán)境下,焊接質(zhì)量對(duì)環(huán)境的依賴性也是較大的。焊接操作常常在室外露天進(jìn)行,必然受到外界自然條件(如溫度,濕度、風(fēng)力及雨雪天氣)的影響,在其它因素一定的情況下,也有可能單純因環(huán)境因素造成焊接質(zhì)量問題。
所以,也應(yīng)引起一定的注意。在焊接質(zhì)量管理體系中,環(huán)境因素的控制措施比較簡單,當(dāng)環(huán)境條件不符合規(guī)定要求時(shí),如風(fēng)力較大,風(fēng)速大于四級(jí),或雨雪天氣,相對(duì)濕度大于90%,可暫時(shí)停止焊接工作,或采取防風(fēng)、防雨雪措施后再進(jìn)行焊接,在低氣溫下焊接時(shí),低碳鋼不得低于-20℃,普通合金鋼不得低于-10℃,如超過這個(gè)溫度界限,可對(duì)工件進(jìn)行適當(dāng)?shù)念A(yù)熱。通過以上對(duì)影響焊接工序質(zhì)量的五個(gè)方面的因素及其控制措施、原則的分析,可以看到,五個(gè)方面的因素互相聯(lián)系,互相交叉,考量時(shí)要有系統(tǒng)性和連續(xù)性。
人機(jī)料法環(huán)是對(duì)全面質(zhì)量管理理論中的五個(gè)影響產(chǎn)品質(zhì)量的主要因素的簡稱。人,指制造產(chǎn)品的人員;機(jī),制造產(chǎn)品所用的設(shè)備;料,指制造產(chǎn)品所使用的原材料;法,指制造產(chǎn)品所使用的方法;環(huán),指產(chǎn)品制造過程中所處的環(huán)境。
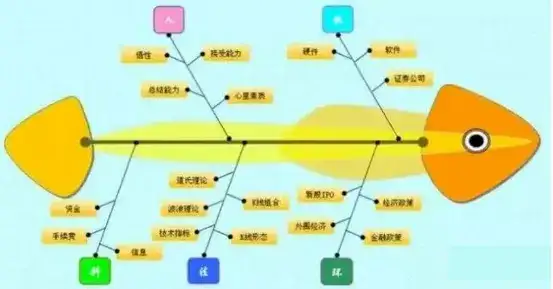
人機(jī)料法環(huán)魚骨圖人是生產(chǎn)管理中最大的難點(diǎn),也是目前所有管理理論中討論的重點(diǎn)。圍繞著"人"的因素,各種不同的企業(yè)有不同的管理方法。
提高生產(chǎn)效率,就首先從現(xiàn)有的人員中去發(fā)掘,盡可能的發(fā)揮他們的特點(diǎn),激發(fā)員工的工作熱情,提高工作的積極性。人力資源課程就是專門研究如何提高員工在單位時(shí)間內(nèi)工效,如何激發(fā)員工的熱情的一門科學(xué)。簡單的說,人員管理就是生產(chǎn)管理中最為復(fù)雜,最難理解和運(yùn)用的一種形式。
從焊接角度上說,從制定焊接工藝,到焊接設(shè)備,焊接材料的選擇,再到焊接實(shí)施階段中,人的因素貫穿整個(gè)過程。所以在現(xiàn)代焊接領(lǐng)域,不斷改進(jìn)的焊接工藝管理專家系統(tǒng),更加先進(jìn)的自動(dòng)化焊接機(jī)器人的研發(fā),是避免人的因素對(duì)工程項(xiàng)目,產(chǎn)品生產(chǎn)過程中執(zhí)行偏離的錯(cuò)誤影響。機(jī)就是指生產(chǎn)中所使用的設(shè)備、工具等輔助生產(chǎn)用具。生產(chǎn)中,設(shè)備的是否正常運(yùn)作、工具的好壞都是影響生產(chǎn)進(jìn)度,產(chǎn)品質(zhì)量的又一要素。一個(gè)企業(yè)在發(fā)展,除了人的素質(zhì)有所提高,企業(yè)外部形象在提升,公司內(nèi)部的設(shè)備也在更新,為什么呢?好的設(shè)備能提高生產(chǎn)效率,提高產(chǎn)品質(zhì)量。
焊接機(jī)器人的迅猛發(fā)展,也是產(chǎn)業(yè)升級(jí)的一個(gè)重要標(biāo)志。隨著時(shí) 代的發(fā)展,無論是工業(yè)還是民用領(lǐng)域,對(duì)金屬材料性能的要求越來越高,同樣對(duì)金屬材料的焊接要求也越來越高。自動(dòng)化,智能化設(shè)備將是未來設(shè)備發(fā)展的必然趨勢(shì)。料指物料,半成品、配件、原料等產(chǎn)品用料。現(xiàn)在工業(yè)產(chǎn)品生產(chǎn),分工細(xì)化,一般都有幾種甚至幾十種配件或部件是幾個(gè)部門同時(shí)運(yùn)作。當(dāng)某一部件未完成時(shí),整個(gè)產(chǎn)品都不能組裝,造成裝配工序停工待料。不論你在哪一個(gè)部門,你工作的結(jié)果都會(huì)影響到其他部門的生產(chǎn)運(yùn)作。當(dāng)然,你不能只顧自己部門的生產(chǎn)而忽略其后工序或其他相關(guān)工序的運(yùn)作,因?yàn)槠髽I(yè)的運(yùn)作的是否良好是整體能否平衡運(yùn)作的結(jié)果。
從焊接角度講,材料可分為兩部分:母材(被焊工件)和焊材(填充,連接母材所消耗材料的通稱,例如焊條、焊絲,金屬,粉末,焊劑,氣體等)。母材的選擇以油氣管道為例,需考慮:管道運(yùn)行壓力,輸送介質(zhì),輸送效率,經(jīng)過線路的地質(zhì)條件,整體投資的經(jīng)濟(jì)效益,安全及環(huán)境的影響等諸多因素決定。焊材的選擇主要的幾個(gè)因素:
1.滿足焊接接頭的使用性能要求。2.滿足焊接接頭的制造工藝性能和焊接工藝性能的要求。3.經(jīng)濟(jì)合理性。顧名思義,法則。指生產(chǎn)過程中所需遵循的規(guī)章制度。它包括:工藝指導(dǎo)書,標(biāo)準(zhǔn)工序指引,生產(chǎn)圖紙,生產(chǎn)計(jì)劃表,產(chǎn)品作業(yè)標(biāo)準(zhǔn),檢驗(yàn)標(biāo)準(zhǔn),各種操作規(guī)程等。他們?cè)谶@里的作用是能及時(shí)準(zhǔn)確的反映產(chǎn)品的生產(chǎn)和產(chǎn)品質(zhì)量的要求。
嚴(yán)格按照規(guī)程作業(yè),是保證產(chǎn)品質(zhì)量和生產(chǎn)進(jìn)度的一個(gè)條件(ISO9001:2008 7.5.1a獲得表述產(chǎn)品特性的信息;b必要時(shí),獲得作業(yè)指導(dǎo)書)。涉及到焊接,焊接工藝評(píng)定和焊接工藝規(guī)程必不可少。既然是法則,就必須要遵守和執(zhí)行。焊接參數(shù),預(yù)熱溫度,層間溫度,焊后熱處理等等的執(zhí)行,是最終影響焊接質(zhì)量的關(guān)鍵性因素。
環(huán)指環(huán)境。某些產(chǎn)品(電腦、高科技產(chǎn)品)對(duì)環(huán)境的要求很高(ISO9001:2008 6.4工作環(huán)境:組織應(yīng)確定和管理為達(dá)到產(chǎn)品符合要求所需的工作環(huán)境)。
環(huán)境也會(huì)影響產(chǎn)品的質(zhì)量。比如:音響的調(diào)試時(shí),周圍環(huán)境要求應(yīng)當(dāng)很靜。食品行業(yè)對(duì)環(huán)境也有專門的規(guī)定,否則,產(chǎn)品的衛(wèi)生不能達(dá)到國家規(guī)定的標(biāo)準(zhǔn)。現(xiàn)在工業(yè)制造企業(yè)也有了ISO9001:2008 7.5.1a獲得表述產(chǎn)品特性的信息;b必要時(shí),獲得作業(yè)指導(dǎo)書)。
焊接施工中,風(fēng)速對(duì)不同焊接方法的要求各有不同,氣體保護(hù)焊時(shí),要求風(fēng)俗每秒兩米以上需要采取放風(fēng)措施,自保護(hù)藥芯焊絲上限為每秒八米。這就是環(huán)境在焊接過程中需要注意的一個(gè)例子。
02
知識(shí)點(diǎn)二:焊接生產(chǎn)質(zhì)量管理體系
一、焊接生產(chǎn)質(zhì)量管理概念
二、焊接生產(chǎn)企業(yè)的質(zhì)量管理體系
1.質(zhì)量控制點(diǎn)的設(shè)置
2.焊接生產(chǎn)質(zhì)量管理體系的主要控制系統(tǒng)與控制環(huán)節(jié)
3.質(zhì)量管理機(jī)構(gòu)及工作方式
4.建立“三檢制度”
5.建立健全質(zhì)量信息系統(tǒng)
一、焊接生產(chǎn)質(zhì)量管理概念
質(zhì)量管理的核心內(nèi)涵是使人們確信某一產(chǎn)品(或服務(wù))能滿足規(guī)定的質(zhì)量要求,并且使需方對(duì)供方能否提供符合要求的產(chǎn)品和是否提供了符合要求的產(chǎn)品掌握充分的證據(jù),建立足夠的信心,同時(shí),也使本企業(yè)自己對(duì)能否提供滿足質(zhì)量要求的產(chǎn)品(或服務(wù))有相當(dāng)?shù)陌盐斩判牡亟M織生產(chǎn)。
焊接生產(chǎn)質(zhì)量管理實(shí)質(zhì)上就是在具備完整質(zhì)量管理體系的基礎(chǔ)上,運(yùn)用下列六個(gè)基本觀點(diǎn),對(duì)焊接結(jié)構(gòu)制作與安裝工程中的各個(gè)環(huán)節(jié)和因素所進(jìn)行的有效控制:
(1)系統(tǒng)工程觀點(diǎn);(2)全員參與質(zhì)量管理觀點(diǎn);(3)實(shí)現(xiàn)企業(yè)管理目標(biāo)和質(zhì)量方針的觀點(diǎn);(4)對(duì)人、機(jī)、物、法、環(huán)實(shí)行全面質(zhì)量控制的觀點(diǎn);(5)質(zhì)量評(píng)價(jià)和以見證資料為依據(jù)的觀點(diǎn);(6)質(zhì)量信息反饋的觀點(diǎn)。
二、焊接生產(chǎn)企業(yè)的質(zhì)量管理體系
企業(yè)為了實(shí)現(xiàn)質(zhì)量管理,制訂質(zhì)量方針和質(zhì)量目標(biāo),分解產(chǎn)品(工程)質(zhì)量形成過程,設(shè)置必要的組織機(jī)構(gòu),明確責(zé)任制度,配備必要設(shè)備和人員,并采取適當(dāng)?shù)目刂品椒ㄊ褂绊懏a(chǎn)品(工程)質(zhì)量的五大因素都得到控制,以減少、消除、特別是預(yù)防質(zhì)量缺陷的產(chǎn)生,所有這些形成的一個(gè)有機(jī)整體就是質(zhì)量管理體系。該體系的建立與運(yùn)轉(zhuǎn),可向需方提供自己的質(zhì)量體系滿足合同要求的各種證據(jù),包括質(zhì)量手冊(cè)、質(zhì)量記錄和質(zhì)量計(jì)劃等。
為了保證產(chǎn)品的焊接質(zhì)量,國家技術(shù)監(jiān)督局于1990年9月8日正式發(fā)布了GB/T12467—90、GB/T12468—90和GB/T12469—90焊接質(zhì)量保證國家推薦標(biāo)準(zhǔn),并于1991年1月1日起在全國實(shí)施。這是一套結(jié)構(gòu)嚴(yán)謹(jǐn)、定義明確、規(guī)定具體而又實(shí)用的專業(yè)標(biāo)準(zhǔn),其中規(guī)定了鋼制焊接產(chǎn)品質(zhì)量保證的一般原則;對(duì)企業(yè)的要求;鋼熔化焊接頭的質(zhì)量要求與缺陷分級(jí)。認(rèn)真學(xué)習(xí)和研究這套標(biāo)準(zhǔn),將其與GB/T19000:2000標(biāo)準(zhǔn)系列和企業(yè)的實(shí)際結(jié)合起來,建立起比較完善的焊接結(jié)構(gòu)質(zhì)量管理體系,對(duì)于提高企業(yè)的焊接質(zhì)量管理水平和質(zhì)量保證能力,確保焊接產(chǎn)品(工程)質(zhì)量符合規(guī)定的要求具有重要的現(xiàn)實(shí)意義,并且也符合企業(yè)的長遠(yuǎn)發(fā)展和利益。
由于產(chǎn)品的質(zhì)量管理體系是運(yùn)用系統(tǒng)工程的基本理論建立起來的,因此可把產(chǎn)品制造的全過程,按其內(nèi)在的聯(lián)系,劃分若干個(gè)既相對(duì)獨(dú)立而又有機(jī)聯(lián)系的控制系統(tǒng)、環(huán)節(jié)和控制點(diǎn),并采取組織措施,遵循一定的制度,使這些系統(tǒng)、環(huán)節(jié)和控制點(diǎn)的工作質(zhì)量得到有效的控制,并按規(guī)定的程序運(yùn)轉(zhuǎn)。所謂組織措施,就是要有一個(gè)完整的質(zhì)量管理機(jī)構(gòu),并在各控制、環(huán)節(jié)和點(diǎn)上配備符合要求的質(zhì)控人員。
1.質(zhì)量控制點(diǎn)的設(shè)置質(zhì)量控制點(diǎn)也稱為“質(zhì)量管理點(diǎn)”。任何一個(gè)生產(chǎn)施工過程或活動(dòng)總是有許多項(xiàng)的質(zhì)量特性要求,這些質(zhì)量特性的重要程度對(duì)產(chǎn)品(工程)使用的影響程度并不完全相同。例如,壓力容器的安全性與原材料的材質(zhì)好壞、焊縫的質(zhì)量優(yōu)劣關(guān)系很大,而容器表面的油漆刷涂顏色不均勻卻只影響容器的外觀。前者的后果是致命的,非常嚴(yán)重;后者是外觀效果問題,在一定條件下,客戶還是可以接受的。因此,為保證工序處于受控狀態(tài),在一定的時(shí)間和一定條件下,在產(chǎn)品制造過程中需要重點(diǎn)控制的質(zhì)量特性、關(guān)鍵部件或薄弱環(huán)節(jié)就是質(zhì)量控制點(diǎn)。
在什么地方設(shè)置質(zhì)量控制點(diǎn),需要對(duì)產(chǎn)品(工程)的質(zhì)量特性要求和生產(chǎn)施工過程中的各個(gè)工序進(jìn)行全面分析來確定。
設(shè)置質(zhì)量控制點(diǎn)一般應(yīng)考慮以下原則:(1)對(duì)產(chǎn)品(工程)的適用性(性能、精度、壽命、可靠性、安全性等)有嚴(yán)重影響的關(guān)鍵質(zhì)量特性、關(guān)鍵部位或重要影響因素,應(yīng)設(shè)質(zhì)量控制點(diǎn);(2)對(duì)工藝上有嚴(yán)格要求,對(duì)下道工序的工作有嚴(yán)重影響的關(guān)鍵質(zhì)量特性、部位應(yīng)設(shè)質(zhì)量控制點(diǎn);(3)對(duì)質(zhì)量不穩(wěn)定,出現(xiàn)不合格品多的工序或項(xiàng)目,應(yīng)建立質(zhì)量控制點(diǎn);(4)對(duì)用戶反饋的重要不良項(xiàng)目應(yīng)建立質(zhì)量控制點(diǎn);(5)對(duì)緊缺物資或可能對(duì)生產(chǎn)安排有嚴(yán)重影響的關(guān)鍵項(xiàng)目應(yīng)建立質(zhì)量控制點(diǎn)。
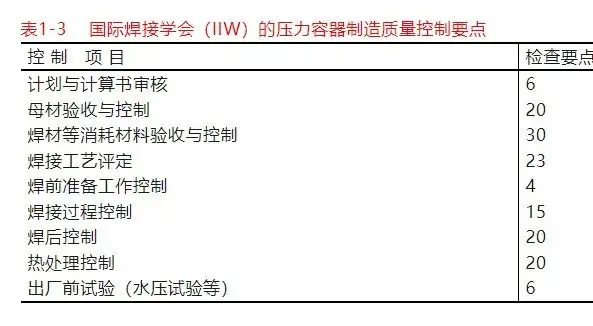
焊接生產(chǎn)是焊接結(jié)構(gòu)質(zhì)量控制的最重要內(nèi)容和環(huán)節(jié)。國際焊接學(xué)會(huì)(IIW)所制定的壓力容器制造(包括現(xiàn)場(chǎng)組裝)全過程的質(zhì)量控制要點(diǎn)共164個(gè),其中與焊接有關(guān)的質(zhì)量控制點(diǎn)就有122個(gè),見表1-3.
2.焊接生產(chǎn)質(zhì)量管理體系的主要控制系統(tǒng)與控制環(huán)節(jié)焊接生產(chǎn)質(zhì)量管理體系中的控制系統(tǒng)主要包括:材料質(zhì)量控制系統(tǒng)、工藝質(zhì)量控制系統(tǒng)、焊接質(zhì)量控制系統(tǒng)、無損檢測(cè)質(zhì)量控制系統(tǒng)和產(chǎn)品質(zhì)量檢驗(yàn)控制系統(tǒng)等。在每個(gè)控制系統(tǒng)均有自己的控制環(huán)節(jié)和工作程序、檢查點(diǎn)及責(zé)任人員。
(1)材料質(zhì)量控制系統(tǒng),它是從編制材料計(jì)劃到訂貨、采購、到貨、驗(yàn)收、保管、發(fā)放、標(biāo)記移植等全過程進(jìn)行控制,重點(diǎn)是入廠(場(chǎng))驗(yàn)收并嚴(yán)格管理和發(fā)放可靠,堅(jiān)持標(biāo)記移植制度。(2)工藝質(zhì)量控制系統(tǒng),是對(duì)生產(chǎn)工藝或施工方案的分析確定、工藝規(guī)程和工藝卡的編制、生產(chǎn)定額估算等一系列工作進(jìn)行控制的流程。 (3)焊接質(zhì)量控制系統(tǒng),其涉及的范圍比較寬,主要包括焊工考試、焊接工藝評(píng)定、焊接材料管理、焊接設(shè)備管理和產(chǎn)品焊接這五條控制線。 (4)無損檢測(cè)質(zhì)量控制系統(tǒng),無損檢測(cè)按其任務(wù)不同,控制程序繁簡不同。原材料只要求作超聲波檢驗(yàn),經(jīng)無損探傷責(zé)任工程師簽發(fā)探傷記錄報(bào)告后交材料檢驗(yàn)員,作為原材料檢驗(yàn)的一部分原始資料。而焊工技能考試及工藝評(píng)定試板的控制程序是相同的,其探傷記錄報(bào)告簽發(fā)后,交焊接試驗(yàn)室立案存檔。(5)產(chǎn)品質(zhì)量控制系統(tǒng)實(shí)際上反映了產(chǎn)品制作全過程的控制,由于職責(zé)分工的不同,如材料、焊接、無損檢測(cè)是由各獨(dú)立的系統(tǒng)加以控制。
3.質(zhì)量管理機(jī)構(gòu)及工作方式質(zhì)量管理機(jī)構(gòu)的設(shè)置和復(fù)雜程度,主要取決于產(chǎn)品質(zhì)量管理控制系統(tǒng)、環(huán)節(jié)和點(diǎn)的劃分情況。一般這些系統(tǒng)、環(huán)節(jié)和點(diǎn)劃分得愈細(xì),質(zhì)量管理機(jī)構(gòu)就愈復(fù)雜,需要的崗位責(zé)任人員也愈多。質(zhì)量管理機(jī)構(gòu)是由一定的職能部門(如企業(yè)的質(zhì)量管理辦公室)、產(chǎn)品質(zhì)量主要負(fù)責(zé)人(一般是企業(yè)的廠長或經(jīng)理)、產(chǎn)品質(zhì)量主要保證人(一般是指企業(yè)技術(shù)總負(fù)責(zé)人或質(zhì)量管理主要保證人,常稱質(zhì)量管理工程師)、各控制系統(tǒng)責(zé)任人(常稱系統(tǒng)責(zé)任工程師或主管工程師)以及各控制點(diǎn)崗位責(zé)任人(多由各關(guān)鍵工序崗位生產(chǎn)人員擔(dān)任)組成。各級(jí)質(zhì)量控制責(zé)任人,除應(yīng)對(duì)本崗位、本環(huán)節(jié)和本系統(tǒng)工作質(zhì)量負(fù)責(zé)外,還應(yīng)向上一級(jí)質(zhì)量控制責(zé)任人、質(zhì)量管理總負(fù)責(zé)人、最后向企業(yè)廠長(經(jīng)理)保證工作,形成一個(gè)完整的質(zhì)量控制網(wǎng)絡(luò)。
4.建立“三檢制度”三檢制度包括自檢、互檢、專檢,是施行全員參與質(zhì)量管理的具體表現(xiàn)。
(1)自檢。1)操作人員在操作過程中,必須進(jìn)行個(gè)人自檢,填寫有關(guān)檢驗(yàn)評(píng)定表中自檢項(xiàng)目內(nèi)容。經(jīng)班組長驗(yàn)收后,方準(zhǔn)繼續(xù)其他部位的生產(chǎn)施工。2)班組長對(duì)所負(fù)責(zé)的分項(xiàng)工程施工或零部件生產(chǎn),必須按相應(yīng)的質(zhì)量驗(yàn)評(píng)表中所列的檢查內(nèi)容,在生產(chǎn)過程中逐項(xiàng)檢查班組成員的操作質(zhì)量。在完成后會(huì)同質(zhì)量干事逐項(xiàng)地進(jìn)行班組自檢,并認(rèn)真填寫自檢記錄,經(jīng)自檢達(dá)標(biāo)后方可提請(qǐng)工長或車間主任組織質(zhì)量驗(yàn)收。3)工長或車間主任除督促班組認(rèn)真自檢、填寫自檢記錄,為班組創(chuàng)造自檢條件外,還要對(duì)班組操作質(zhì)量進(jìn)行中間檢查。在班組自檢達(dá)標(biāo)基礎(chǔ)上,組織施工隊(duì)或車間自檢。經(jīng)自檢合格后,方可提請(qǐng)項(xiàng)目經(jīng)理或單位質(zhì)量負(fù)責(zé)人組織專職質(zhì)量檢驗(yàn)員進(jìn)行質(zhì)量核驗(yàn)。4)項(xiàng)目經(jīng)理或單位質(zhì)量負(fù)責(zé)人必須認(rèn)真地組織專檢人員、有關(guān)工長(車間主任)、班組長進(jìn)行所承擔(dān)生產(chǎn)項(xiàng)目的質(zhì)量核驗(yàn)。專檢人員在核驗(yàn)時(shí),要先查閱班組自檢記錄,無班組自檢記錄時(shí),不予進(jìn)行質(zhì)量核驗(yàn)評(píng)定。5)項(xiàng)目經(jīng)理、工長在未經(jīng)專檢人員進(jìn)行核驗(yàn)的分項(xiàng)任務(wù),或雖經(jīng)核驗(yàn)未達(dá)標(biāo)時(shí)不得安排進(jìn)行下道工序。否則要追究責(zé)任直至罰款。
(2)互檢。1)工種間的交接驗(yàn):上道工序完成后下道工序插入前,必須組織交接雙方工長、班組長進(jìn)行交接檢查。由交方工長填寫“工種交接檢查表”,經(jīng)雙方認(rèn)真檢查并簽認(rèn)后,方準(zhǔn)進(jìn)行下道工序施工。未經(jīng)交接檢或雖經(jīng)交接檢但未達(dá)到要求的產(chǎn)出物,接方可拒絕插入施工。2)總、分包間的交接檢:對(duì)規(guī)范、規(guī)程、標(biāo)準(zhǔn)及施工圖說中規(guī)定的,需要在工序間進(jìn)行檢查的項(xiàng)目,交方應(yīng)按接方要求認(rèn)真辦理總分包交接檢查表。移交有關(guān)資料和進(jìn)行交接簽證等工作,否則不得進(jìn)行下道工序。3)隱藏項(xiàng)目的交接檢驗(yàn):有很多工序完成后,其產(chǎn)出物會(huì)被下道工序的產(chǎn)出物所掩蓋或封閉。如箱型梁內(nèi)的焊縫,即是被封閉隱藏的。負(fù)責(zé)做下道工序的單位必須在隱蔽前填寫“隱蔽項(xiàng)目交接檢查表”,與做前一道工序的單位辦理交接檢手續(xù)。經(jīng)交方自檢(指安裝工程中的隱蔽部位)或交接雙方共同檢查,達(dá)到質(zhì)量標(biāo)準(zhǔn)并經(jīng)雙方簽認(rèn)后,方可進(jìn)行下一道工序的施工生產(chǎn)。否則,由做最后一道工序的單位或部門承擔(dān)一切后果。4)成品、半成品保護(hù)交接檢:①進(jìn)行下道工序施工的單位在施工前,必須對(duì)已完成的成品、半成品進(jìn)行保護(hù)。在生產(chǎn)施工過程中始終要采取防止成品、半成品損壞(或污染等)的有效措施。②上道工序出成品、半成品后如不向下道工序辦理成品、半成品保護(hù)手續(xù),如果發(fā)生成品、半成品損壞、污染、丟失時(shí),由負(fù)責(zé)上道工序的單位承擔(dān)后果。③對(duì)已辦理成品、半成品保護(hù)交接檢的項(xiàng)目,如發(fā)生成品損壞、污染、丟失等問題時(shí),由做下道工序的單位承擔(dān)后果。
(3)專檢。1)所有分項(xiàng)任務(wù)、“隱檢”、“預(yù)檢”項(xiàng)目,必須按程序,作為一道工序,提請(qǐng)專檢人員進(jìn)行質(zhì)量檢驗(yàn)評(píng)定。未經(jīng)專檢人員進(jìn)行檢驗(yàn)、評(píng)定的項(xiàng)目,或雖經(jīng)檢驗(yàn)、評(píng)定未達(dá)到質(zhì)量標(biāo)準(zhǔn)的項(xiàng)目不得進(jìn)行下道工序。對(duì)違反此規(guī)定的責(zé)任者,專檢人員有對(duì)其實(shí)行罰款權(quán)利。2)專檢人員進(jìn)行分項(xiàng)任務(wù)質(zhì)量核驗(yàn)之前要先查閱班組自檢記錄是否符合要求,做到無自檢記錄或其不符合要求時(shí),不予進(jìn)行核驗(yàn),以促進(jìn)班組質(zhì)量管理工作,對(duì)有自檢記錄的分項(xiàng)任務(wù),在對(duì)其評(píng)定時(shí)應(yīng)會(huì)同項(xiàng)目經(jīng)理組織工長、班組長共同進(jìn)行。并依專檢人員核驗(yàn)評(píng)定的質(zhì)量等級(jí)為準(zhǔn)。3)專檢人員在核驗(yàn)評(píng)定分項(xiàng)任務(wù)工程質(zhì)量等級(jí)時(shí),必須按質(zhì)量標(biāo)準(zhǔn)、質(zhì)量控制設(shè)計(jì)目標(biāo)認(rèn)真檢查、嚴(yán)格把關(guān);在施工過程中,應(yīng)認(rèn)真檢查原材料、成品、半成品的質(zhì)量是否符合要求,并主動(dòng)協(xié)助工長、班組長搞好質(zhì)量管理和工程質(zhì)量。要注重抓薄弱環(huán)節(jié)、抓重點(diǎn)部位、抓防止(治)質(zhì)量通病及抓隱、預(yù)檢等工作。
5.建立健全質(zhì)量信息系統(tǒng)建立健全質(zhì)量信息系統(tǒng)主要應(yīng)該由專職的質(zhì)量管理人員、技術(shù)人員來執(zhí)行。但是,生產(chǎn)工人在其中也應(yīng)發(fā)揮積極的作用。生產(chǎn)現(xiàn)場(chǎng)中的質(zhì)量缺陷預(yù)防、質(zhì)量維持、質(zhì)量改進(jìn),以及質(zhì)量評(píng)定都離不開及時(shí)正確的質(zhì)量動(dòng)態(tài)信息、指令信息和質(zhì)量反饋信息。對(duì)各種需要的數(shù)據(jù)進(jìn)行收集、整理、傳遞和處理,形成一個(gè)高效率的信息閉環(huán)系統(tǒng),是保證現(xiàn)場(chǎng)質(zhì)量管理正常開展的基本條件之一。
質(zhì)量動(dòng)態(tài)信息是指生產(chǎn)施工現(xiàn)場(chǎng)的質(zhì)量檢驗(yàn)記錄,各種質(zhì)量報(bào)告,工序控制記錄,原材料、半成品、構(gòu)件及配套件的質(zhì)量動(dòng)態(tài)等。指令信息是上級(jí)管理部門發(fā)出的各種有關(guān)質(zhì)量工作的指令。這些指令是質(zhì)量工作必須遵循的準(zhǔn)則,也是質(zhì)量管理活動(dòng)中進(jìn)行比較的標(biāo)準(zhǔn)。質(zhì)量反饋信息是指執(zhí)行質(zhì)量指令過程中產(chǎn)生的偏差信息,即與規(guī)定目標(biāo)、要求、標(biāo)準(zhǔn)比較后出現(xiàn)的異常情況信息。這種異常信息要及時(shí)反饋到有關(guān)人員和相應(yīng)的決策機(jī)構(gòu),以便迅速作出新的判斷形成新的調(diào)節(jié)指令信息。
現(xiàn)場(chǎng)生產(chǎn)工人在日常的生產(chǎn)活動(dòng)中,都應(yīng)該提供必要的質(zhì)量動(dòng)態(tài)信息和質(zhì)量反饋信息。而這些信息又可為制定指令信息提供第一手資料。
現(xiàn)場(chǎng)質(zhì)量管理中應(yīng)注意以下三點(diǎn):(1)在現(xiàn)場(chǎng)質(zhì)量管理中,應(yīng)該根據(jù)施工過程中進(jìn)行的質(zhì)量缺陷預(yù)防、質(zhì)量維持、改進(jìn)、評(píng)定等應(yīng)有質(zhì)量職能明確規(guī)定相應(yīng)的責(zé)任及相互間的協(xié)調(diào)關(guān)系,并賦予應(yīng)有的權(quán)限,落實(shí)到有關(guān)部門和具體人員中去,并堅(jiān)持檢查考核,同獎(jiǎng)懲掛鉤。(2)還應(yīng)該根據(jù)現(xiàn)場(chǎng)施工過程要實(shí)現(xiàn)的質(zhì)量目標(biāo),將以上工作和活動(dòng)加以標(biāo)準(zhǔn)化、制度化、程序化,進(jìn)而構(gòu)成現(xiàn)場(chǎng)的質(zhì)量體系。(3)為了促進(jìn)工人嚴(yán)格遵守工藝紀(jì)律,有必要建立考察工藝紀(jì)律執(zhí)行情況的獎(jiǎng)懲責(zé)任制。
03
知識(shí)點(diǎn)三:焊接質(zhì)量控制內(nèi)容及項(xiàng)目
設(shè)計(jì)措施
(1)合理的選擇焊接的尺寸和形式
在保證結(jié)構(gòu)承載力的情況下,盡可能采用較小的焊縫尺寸,減少焊接熱輸入對(duì)材料性能的影響。
(2)合理選擇焊縫長度和數(shù)量只要允許,采用型材、沖壓件;焊縫多且密集的地方可采用鑄-焊聯(lián)合結(jié)構(gòu),可以減少焊縫數(shù)量。此外適當(dāng)增加壁板的厚度,以減少肋板的數(shù)量,或者采用壓型結(jié)構(gòu)代替肋板結(jié)構(gòu),都可以防止薄板的結(jié)構(gòu)變形。
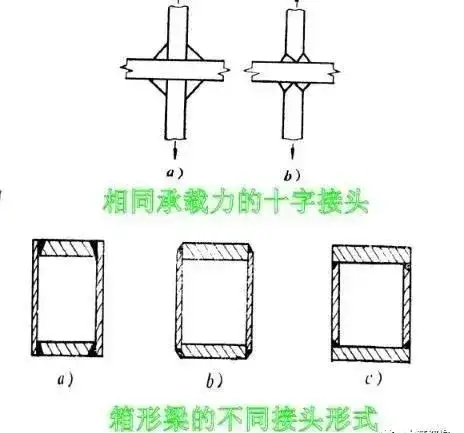
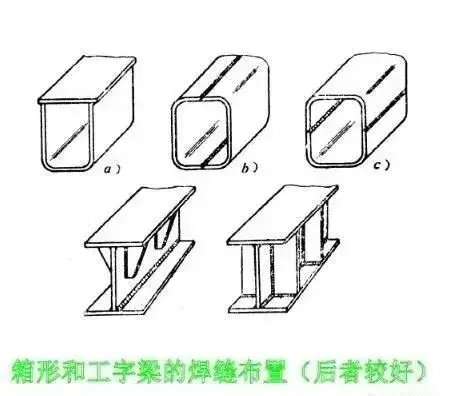
(3)合理安排焊縫位置安排焊縫盡可能采用對(duì)稱于截面中性軸,或使焊縫接近中性軸,這對(duì)減少梁柱的撓曲變形優(yōu)良好的效果。
添加圖片注釋,不超過 140 字(可選)
工藝措施(1)反變形法利用反變形的方式來控制焊接變形是最常用的焊接方法。
(2)留余量法在下料時(shí),將零件的實(shí)際長度或者寬度尺寸比設(shè)計(jì)尺寸適當(dāng)加大以補(bǔ)償焊件的收縮,此方法適用于防止焊件的收縮變形。
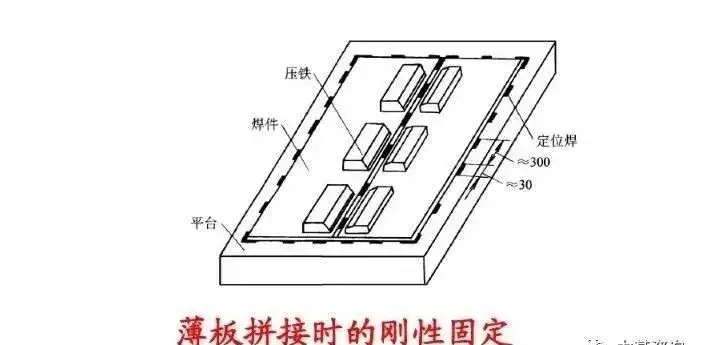
(3)剛性固定采用夾具或剛性胎具將被焊件盡可能地固定,可有效地控制待焊接構(gòu)件的角變形和彎曲變形。①將焊件固定在剛性平臺(tái)上(適合于薄板拼接時(shí)的剛性固定)。
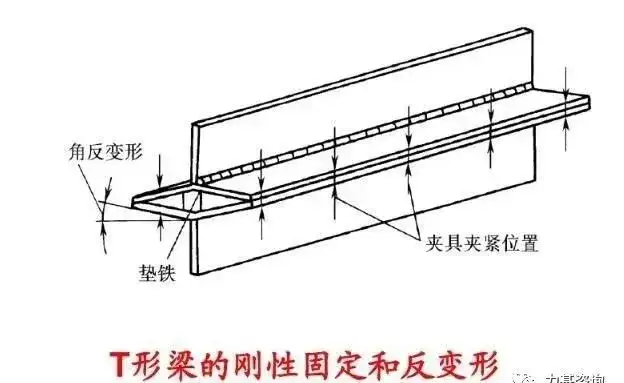
②將焊件組合成剛性更大或者對(duì)稱的結(jié)構(gòu)(適合T型梁等結(jié)構(gòu)的控制)。
③利用焊接夾具增加結(jié)構(gòu)的剛性和拘束。④利用臨時(shí)支撐來增加結(jié)構(gòu)的拘束。

(4)選擇合理的裝配焊接順序裝配順序?qū)附咏Y(jié)構(gòu)變形的影響很大。①大型復(fù)雜的焊接結(jié)構(gòu),只要允許的條件下,把他分成若干個(gè)結(jié)構(gòu)簡單的部件,單獨(dú)進(jìn)行焊接,然后進(jìn)行總裝。
②正在施焊的焊縫應(yīng)靠近結(jié)構(gòu)截面的中性軸。
③對(duì)于焊縫非對(duì)稱布置的結(jié)構(gòu),裝配焊接時(shí)應(yīng)先焊焊縫少的一側(cè)。
④焊縫對(duì)稱布置的結(jié)構(gòu),應(yīng)由偶數(shù)焊工對(duì)稱地施焊。
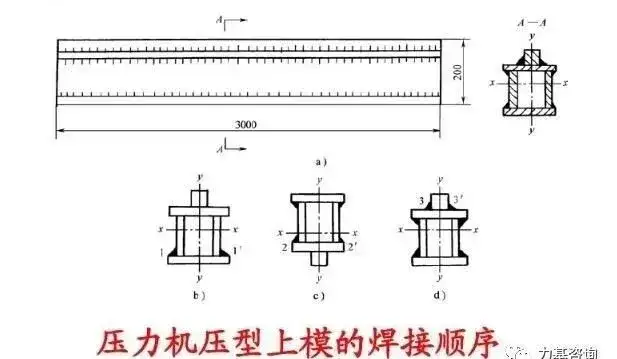
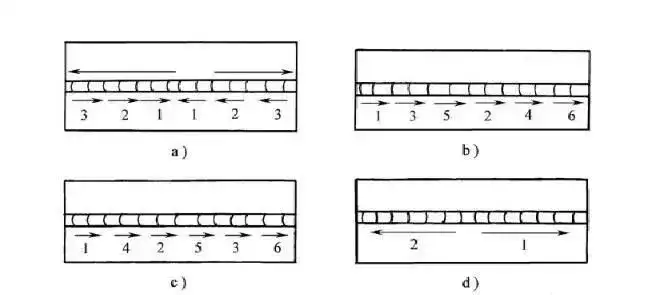
⑤長焊縫(1m以上)焊接時(shí),可采用圖12所示的方向和順序進(jìn)行焊接,以減少焊后的收縮變形。
針對(duì)焊接變形,我們應(yīng)該在選擇焊接方法及焊接工藝參數(shù)都應(yīng)該予以注意,盡量選擇焊接熱輸入小的方法及工藝參數(shù),避免大的焊接參數(shù)及焊接方法使得焊接變形增加,大家還是要在實(shí)踐中多多體會(huì),多多總結(jié)。
CQI-15新版變化點(diǎn)
CQI—15新版變化點(diǎn)
新版CQI-15已經(jīng)結(jié)合了這些年的實(shí)際情況進(jìn)行了優(yōu)化,優(yōu)化充分考慮到企業(yè)過程和產(chǎn)品的緊密結(jié)合,也充分結(jié)合了主要OEM的CSR的基礎(chǔ)上進(jìn)行了調(diào)整,因此新版的CQI-15是非常值得學(xué)習(xí)和應(yīng)用的一套評(píng)審標(biāo)準(zhǔn)。
新版CQI-15標(biāo)準(zhǔn)已于2020年1月發(fā)布,相比于第一版,編寫組中來自供應(yīng)商的成員占了多數(shù),其結(jié)果就是提高了標(biāo)準(zhǔn)中對(duì)焊接專業(yè)的要求。
▲點(diǎn)擊圖片放大查看更清楚
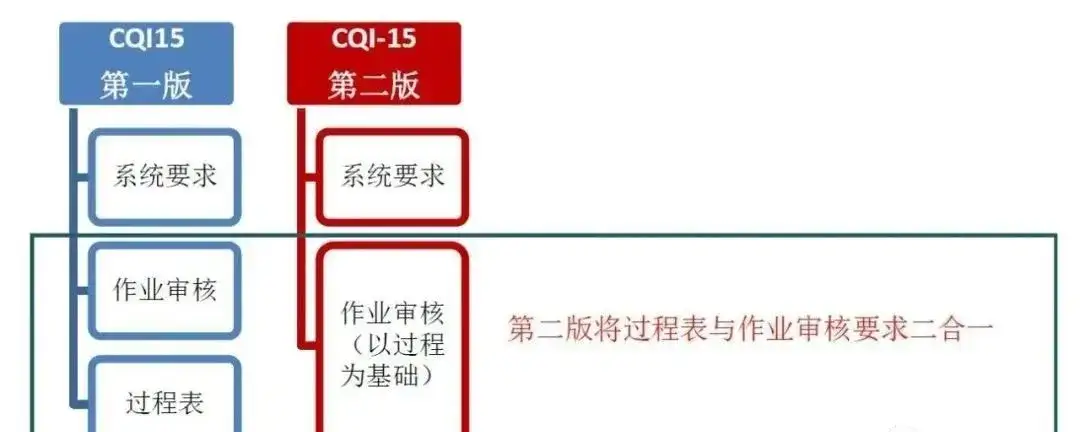
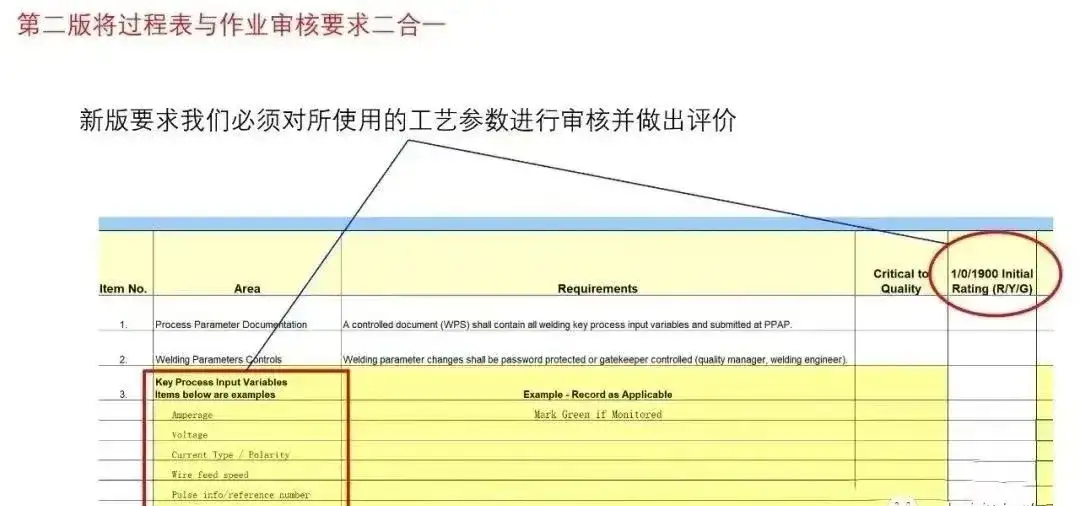
下列方面的變化,將對(duì)我們使用CQI-15標(biāo)準(zhǔn)產(chǎn)生重要的影響:標(biāo)準(zhǔn)的結(jié)構(gòu)做出較大的調(diào)整:系統(tǒng)審核的條款按審核次序進(jìn)行了編排外,其中最突出的一點(diǎn),就是把過程(參數(shù))表與作業(yè)審核表進(jìn)行了合并,這要求在作業(yè)審核時(shí),必須要對(duì)工藝參數(shù)的執(zhí)行情況進(jìn)行評(píng)價(jià),這對(duì)于多數(shù)使用者來說無疑是一個(gè)難點(diǎn)。
▲點(diǎn)擊圖片放大查看更清楚
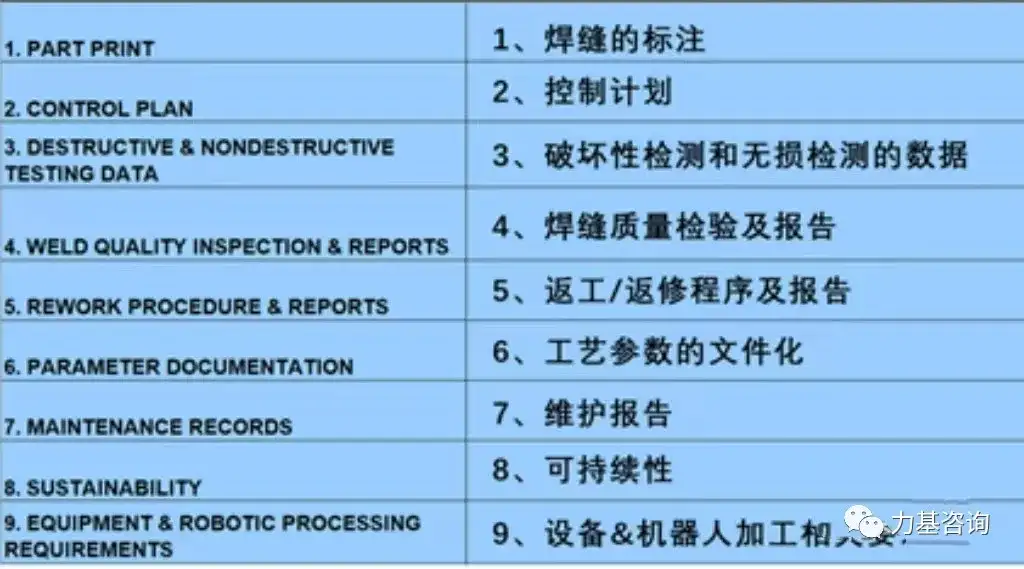
另外,作業(yè)審核時(shí)的項(xiàng)目更加豐富和專業(yè),包括各種檢測(cè):焊縫標(biāo)注、外觀、尺寸、無損檢測(cè)和破壞性檢測(cè)、焊接返修等的詳細(xì)要求。這又對(duì)標(biāo)準(zhǔn)的使用者所具有的焊接專業(yè)知識(shí)提出了更高的要求!
▲點(diǎn)擊圖片放大查看更清楚
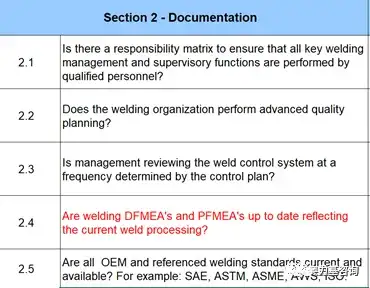
新版標(biāo)準(zhǔn)還將焊接FMEA中的DFMEA (設(shè)計(jì)失效模式與影響后果分析)進(jìn)行單列,明確要求對(duì)焊接零件的設(shè)計(jì)進(jìn)行失效分析。若想正確執(zhí)行DFMEA,設(shè)計(jì)人員必須具備焊接結(jié)構(gòu)件設(shè)計(jì)所需要的專業(yè)知識(shí),包括焊縫的布置、材料的焊接性、焊接殘余應(yīng)力、強(qiáng)度計(jì)算方法、坡口型式等專門知識(shí)!
▲點(diǎn)擊圖片放大查看更清楚
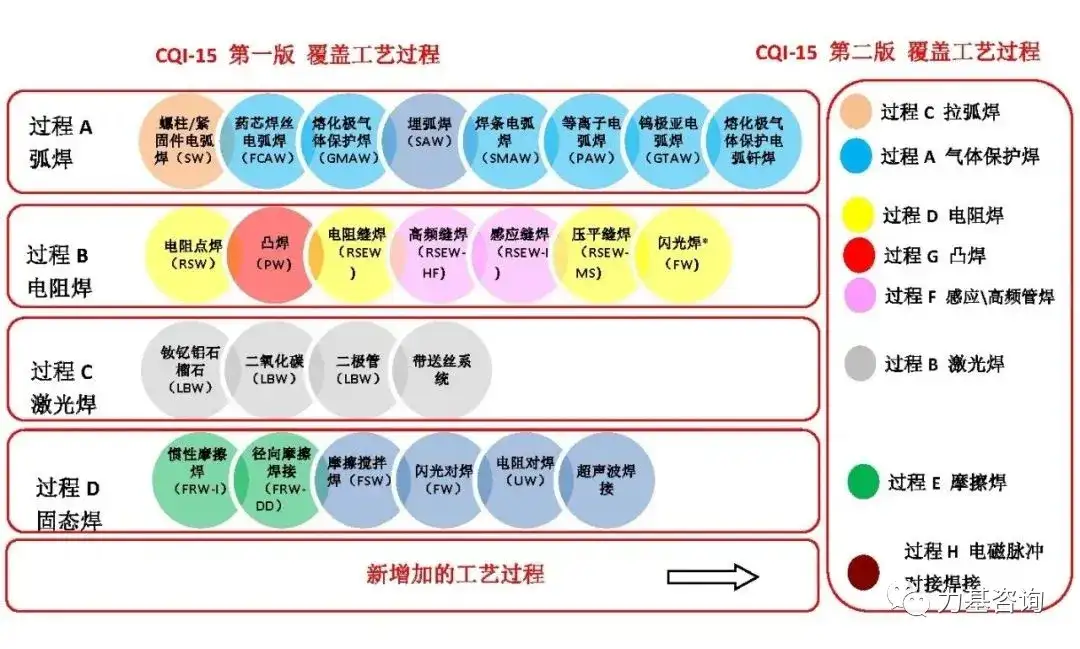
具體條款的要求既強(qiáng)調(diào)了專業(yè)化,又在過程表中增加了新的焊接工藝方法。那么CQI—15評(píng)審程序是怎樣的呢?焊接方法有哪些分類呢?
評(píng)審程序1、從AIAG獲取最新的《CQI-15 特殊過程:焊接系統(tǒng)評(píng)估》。
2、確認(rèn)《CQI-15 特殊過程:焊接系統(tǒng)評(píng)估》所使用的焊接流程。將這些流程記錄在WSA第一頁上。
3、完成WSA,確定符合度。每次評(píng)估必須至少由一名工作審核員(第六部分)進(jìn)行。
4、分析每一個(gè)“不理想”的環(huán)節(jié),并確定正確的行動(dòng)方案,包括分析問題根源,并執(zhí)行相應(yīng)的糾正措施。糾正措施必須在90天內(nèi)完成。有關(guān)記錄,包括驗(yàn)證記錄必須收錄在案。
5、“需要立即改進(jìn)”表示要求立刻保留問題產(chǎn)品。解決每一個(gè)“需要立即改進(jìn)”的環(huán)節(jié),并確定正確的行動(dòng)方案,包括分析問題根源,并執(zhí)行相應(yīng)的糾正措施。糾正措施必須在90天內(nèi)完成。有關(guān)記錄,包括驗(yàn)證記錄必須收錄在案。
6、除非客戶另有要求,評(píng)估必須每年進(jìn)行一次。
封面表格第一部分:管理責(zé)任和質(zhì)量策劃
第二部分:工廠與物料處理責(zé)任
第三部分:設(shè)備/設(shè)施/控制
第四部分:模具/夾具
第五部分:過程控制和確認(rèn)
第六部分:工作審核
1、工廠名稱:確定進(jìn)行評(píng)估的工廠廠名每個(gè)工廠必須使用一份表格。工廠可能有幾幢大樓或在同一地區(qū)有幾個(gè)廠區(qū)。如果其管理團(tuán)隊(duì)是分開的或有不同的管理系統(tǒng),則這些廠區(qū)應(yīng)視為獨(dú)立的廠點(diǎn)。
2、地址:明確工廠所在地的路名;可將信箱號(hào)作為附加信息。
3、電話號(hào)碼:工廠的電話號(hào)碼。如果工廠沒有總機(jī),則必須使用營運(yùn)經(jīng)理或質(zhì)量經(jīng)理的電話號(hào)碼。
4、傳真:工廠的傳真號(hào)
5、工廠焊接工人數(shù):工廠從事與焊接相關(guān)工作的人員,帶薪雇員和小時(shí)工總數(shù)。
6、職員焊接廠(是/否):如果工廠為自己公司焊接配件,則選“是”。如果公司不為自己公司負(fù)責(zé)任何配件的焊接,則選“否”。
7、商業(yè)焊接廠(是/否):如果工廠為其他公司焊接配件,則選“是”。如果公司不為任何其他公司焊接,則選“否”。
8、評(píng)估日期:填入進(jìn)行評(píng)估的日期。必須使用字母與數(shù)字相結(jié)合的格式來記錄時(shí)間,以避免因使用不同格式而引起混亂。例如:May 3 – 4 , 2010.
9、歷年評(píng)估日期:列出工廠以往進(jìn)行的CQI-15特殊過程:焊接系統(tǒng)評(píng)估的日期。
10、工廠焊接類別:對(duì)工廠使用的所有焊接流程進(jìn)行勾選。這些信息將決定應(yīng)在評(píng)估過程中使用哪些合適的流程表。封面表單中未列出的流程不屬于焊接系統(tǒng)評(píng)估的內(nèi)容。
11、現(xiàn)有質(zhì)量體系認(rèn)證:焊接廠必須列出工廠現(xiàn)有的質(zhì)量認(rèn)證,如ISO/TS 16949、ISO 9001.這些認(rèn)證可能來自第三方或客戶質(zhì)量認(rèn)證。如果是來自客戶的質(zhì)量認(rèn)證,則同時(shí)也必須提供最近一次評(píng)估的年份。
12、再次評(píng)估日期(如有必要):如果發(fā)現(xiàn)原始評(píng)估中有“不理想”項(xiàng),焊接廠必須處理每一個(gè)項(xiàng)目并決定改進(jìn)的方法,包括分析他的根源,并執(zhí)行相應(yīng)的糾正措施
13、聯(lián)系人員:如果可能,請(qǐng)列出焊接廠主要參與者的姓名、職務(wù)、電話號(hào)碼和E-mail地址。
14、審核員/評(píng)估員:如果可能,請(qǐng)列出審核員的姓名、所屬單位、電話號(hào)碼和E-mail地址。
15、“不理想”項(xiàng)目數(shù):填入評(píng)估中發(fā)現(xiàn)的“不理想” 項(xiàng)目的總數(shù)。
16、“需要立即改進(jìn)”項(xiàng)目數(shù):填入評(píng)估中發(fā)現(xiàn)的“需要立即改進(jìn)”項(xiàng)目的總數(shù)。
17、工作審核中的“不合格”項(xiàng)目數(shù):填入工作審核中發(fā)現(xiàn)的“不合格”項(xiàng)目的總數(shù)。
中企檢測(cè)認(rèn)證網(wǎng)提供iso體系認(rèn)證機(jī)構(gòu)查詢,檢驗(yàn)檢測(cè)、認(rèn)證認(rèn)可、資質(zhì)資格、計(jì)量校準(zhǔn)、知識(shí)產(chǎn)權(quán)貫標(biāo)一站式行業(yè)企業(yè)服務(wù)平臺(tái)。中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)行業(yè)相關(guān)檢驗(yàn)、檢測(cè)、認(rèn)證、計(jì)量、校準(zhǔn)機(jī)構(gòu),儀器設(shè)備、耗材、配件、試劑、標(biāo)準(zhǔn)品供應(yīng)商,法規(guī)咨詢、標(biāo)準(zhǔn)服務(wù)、實(shí)驗(yàn)室軟件提供商提供包括品牌宣傳、產(chǎn)品展示、技術(shù)交流、新品推薦等全方位推廣服務(wù)。這個(gè)問題就給大家解答到這里了,如還需要了解更多專業(yè)性問題可以撥打中企檢測(cè)認(rèn)證網(wǎng)在線客服13550333441。為您提供全面檢測(cè)、認(rèn)證、商標(biāo)、專利、知識(shí)產(chǎn)權(quán)、版權(quán)法律法規(guī)知識(shí)資訊,包括商標(biāo)注冊(cè)、食品檢測(cè)、第三方檢測(cè)機(jī)構(gòu)、網(wǎng)絡(luò)信息技術(shù)檢測(cè)、環(huán)境檢測(cè)、管理體系認(rèn)證、服務(wù)體系認(rèn)證、產(chǎn)品認(rèn)證、版權(quán)登記、專利申請(qǐng)、知識(shí)產(chǎn)權(quán)、檢測(cè)法、認(rèn)證標(biāo)準(zhǔn)等信息,中企檢測(cè)認(rèn)證網(wǎng)為檢測(cè)認(rèn)證商標(biāo)專利從業(yè)者提供多種檢測(cè)、認(rèn)證、知識(shí)產(chǎn)權(quán)、版權(quán)、商標(biāo)、專利的轉(zhuǎn)讓代理查詢法律法規(guī),咨詢輔導(dǎo)等知識(shí)。
本文內(nèi)容整合網(wǎng)站:百度百科、搜狗百科、360百科、知乎、市場(chǎng)監(jiān)督總局
免責(zé)聲明:本文部分內(nèi)容根據(jù)網(wǎng)絡(luò)信息整理,文章版權(quán)歸原作者所有。向原作者致敬!發(fā)布旨在積善利他,如涉及作品內(nèi)容、版權(quán)和其它問題,請(qǐng)跟我們聯(lián)系刪除并致歉!



